

 chinesisch
chinesisch
Wie CAD/CAM-Technologie das Patientenerlebnis in der Zahnmedizin verbessert
2026-01-11
2026-06-05
Willkommen bei YUCERAs FAQ! Jede Woche stellen wir uns mit CAD-CAM-Geräten und Zirkonoxidblöcken einer echten Herausforderung, vor der unsere Kunden stehen. Die Erkenntnisse stammen direkt von unseren F&E-, Marketing- und After-Sales-Teams. Neugierig? Haben Sie ein Problem, das Sie gerne gelöst hätten? Nehmen Sie an der Diskussion teil, teilen Sie Ihre Erfahrungen und entdecken Sie Lösungen, die Ihren Arbeitsablauf intelligenter und effizienter machen.
Heute ist unser Thema „FAQ zum P100 Dental 3D-Drucker | Druckablösung, Schichtverschiebungen und Fehler während des Druckens beheben“."

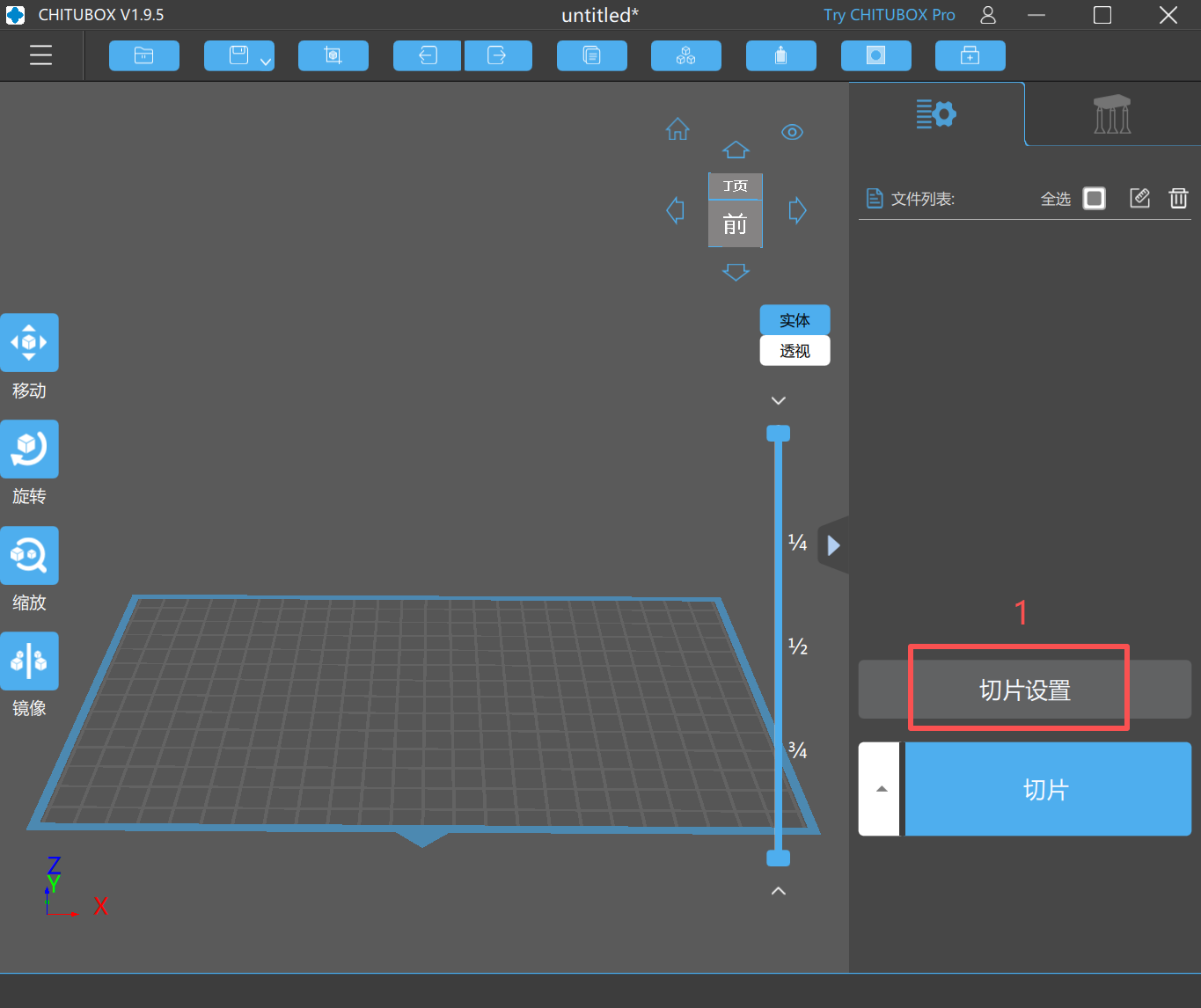
1. Überprüfen Sie die Belichtung des LCD-Bildschirms
Stellen Sie sicher, dass der LCD-Bildschirm ordnungsgemäß funktioniert und normal belichtet.
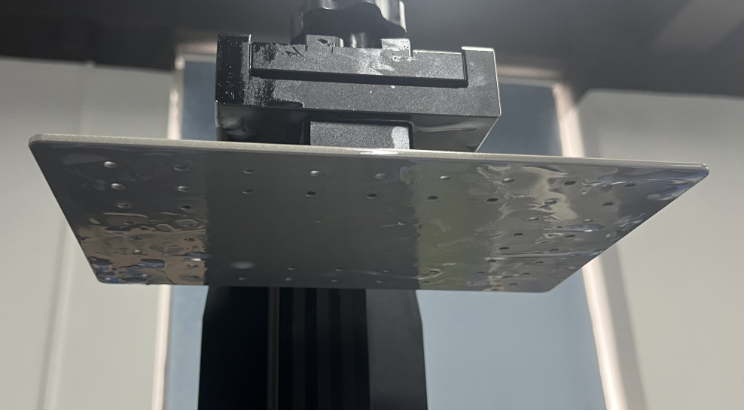
2. Überprüfen Sie die Nivellierung der Build-Plattform
Eine unsachgemäße Nivellierung der Plattform ist eine der häufigsten Ursachen für das Ablösen des Drucks.
Nivellieren Sie die Bauplattform gemäß dem Standardkalibrierungsverfahren neu.
Stellen Sie sicher, dass die Plattform nach dem Nivellieren fest befestigt ist.
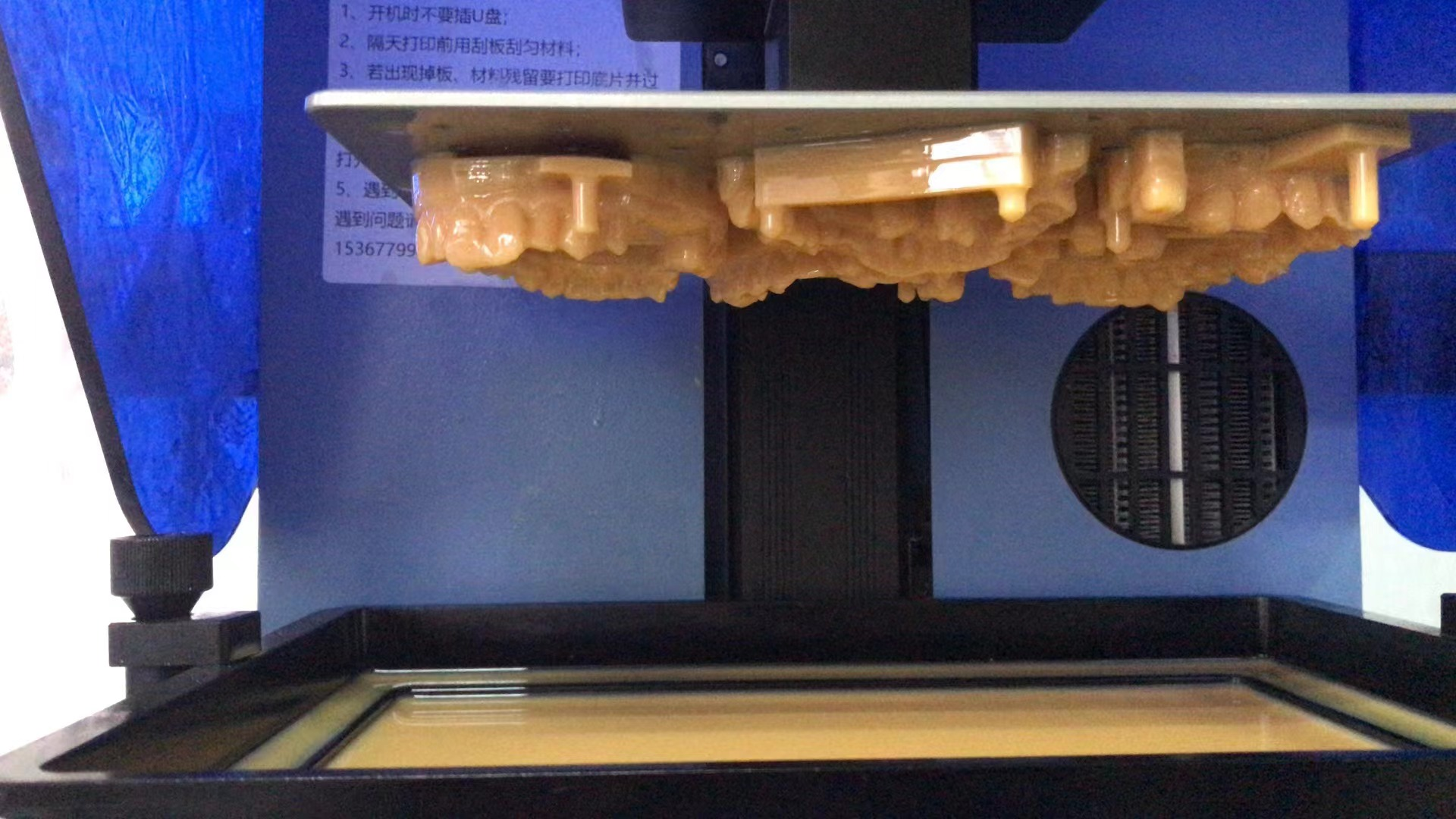
3. Erhöhen Sie die Belichtungszeit der unteren Schicht
Eine unzureichende Freilegung der unteren Schicht kann zu einer schwachen Haftung zwischen dem Modell und der Bauplattform führen.
Erhöhen Sie die Einwirkzeit am Boden gemäß den Empfehlungen des Harzherstellers schrittweise.
Führen Sie nach der Anpassung einen Testdruck durch, um die Haftungsleistung zu überprüfen.

4. Überprüfen Sie die Trennfolie (FEP/PFA-Folie).
Überprüfen Sie die Trennfolie auf Kratzer, Trübungen, Dellen, Falten oder übermäßige Abnutzung.
Reinigen Sie die Folie gründlich und prüfen Sie die Oberfläche bei ausreichender Beleuchtung.
Fühlen Sie die Oberfläche bei Bedarf vorsichtig mit einem Kunststoffschaber ab, um beschädigte Stellen zu identifizieren.
Ersetzen Sie die Trennfolie, wenn Sie deutliche Abnutzung oder Schäden feststellen.

1. Überprüfen Sie die Bauplattform oder das Innere des Harztanks auf Rückstände
Untersuchen Sie die Oberfläche der Bauplattform auf ausgehärtete Harzrückstände oder Fremdpartikel.
Entfernen Sie eventuelle Rückstände mit einem Schaber von der Plattformoberfläche.
Überprüfen Sie den Harztank sorgfältig mit einem Kunststoffschaber, um sicherzustellen, dass keine ausgehärteten Fragmente im Behälter verbleiben.
2. Überprüfen Sie die Nivellierung und Ebenheit der Plattform
Nivellieren Sie die Bauplattform gemäß dem Standardkalibrierungsverfahren neu.
Untersuchen Sie die Plattform auf Aufprallschäden oder Verformungen, die durch versehentliche Kollisionen verursacht wurden.
Wenn Erhebungen oder Grate vorhanden sind, glätten Sie diese sorgfältig mit feinkörnigem Schleifpapier, bevor Sie die Plattform erneut nivellieren.
3. Überprüfen Sie den LCD-Bildschirm im betroffenen Bereich
Stellen Sie sicher, dass die Oberfläche des LCD-Bildschirms sauber und frei von Harzverunreinigungen, Fingerabdrücken oder Staub ist.
Achten Sie besonders auf den Bereich, der dem fehlgeschlagenen Druckbereich entspricht.
Führen Sie einen Bildschirminspektionstest durch, um die normale Lichtdurchlässigkeit und Belichtung zu überprüfen.
4. Erhöhen Sie die Belichtungszeit der unteren Schicht
Eine unzureichende Bodenfreilegung kann in bestimmten Bereichen der Bauplattform zu einer schwachen Haftung führen.
Erhöhen Sie die Belichtungszeit der unteren Schicht entsprechend und führen Sie einen Testdruck durch, um das Ergebnis zu überprüfen.

5. Stellen Sie sicher, dass der Harztank sicher befestigt ist
Überprüfen Sie, ob die Befestigungsschrauben des Harztanks vollständig festgezogen sind.
Ein lockerer Harztank kann zu ungleichmäßigen Schichttrennungskräften führen, was zu lokalen Druckfehlern führen kann.


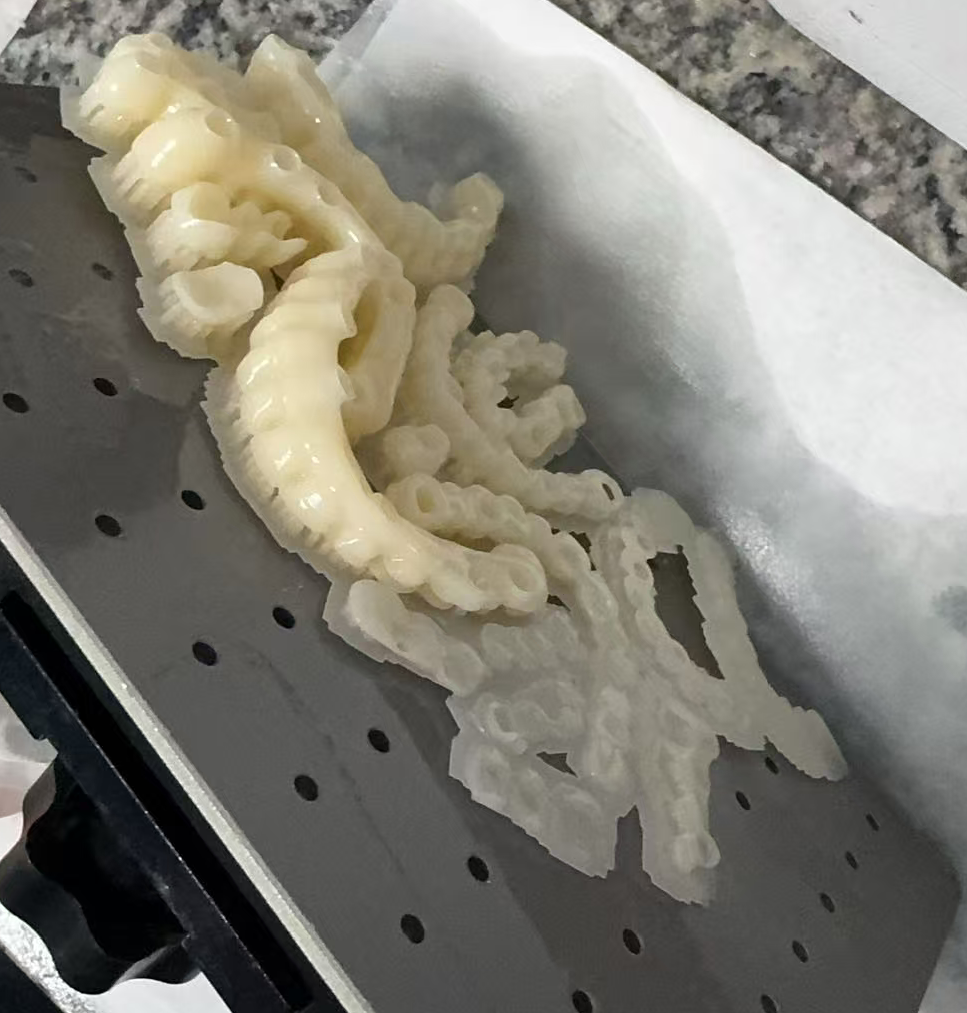
1. Überprüfen Sie die Spannung der Trennfolie (FEP/PFA-Folie).
Reinigen Sie den Harztank und prüfen Sie den Zustand der Trennfolie.
Klopfen Sie vorsichtig auf die Mitte der Trennfolie, um deren Elastizität und Spannung zu prüfen.
Eine zu lockere, überdehnte oder gealterte Folie kann die Trennkräfte erhöhen und zu Schichtablösung oder Modellbruch führen.
Tauschen Sie die Trennfolie aus, wenn sie nachgelassene Spannung, Verformung oder übermäßigen Verschleiß aufweist.
2. Untersuchen Sie den Harztank auf Ablagerungen oder ausgehärtete Harzfragmente
Im Tank verbleibende ausgehärtete Harzfragmente können den Druckvorgang stören und zu Schichtverschiebungen oder Druckfehlern führen.
Leeren und reinigen Sie den Harztank gründlich.
Führen Sie eine Tankreinigung durch, um restliches ausgehärtetes Material zu entfernen.
Überprüfen Sie sowohl den LCD-Bildschirm als auch den Harztank auf Anomalien, bevor Sie den Druck erneut starten.
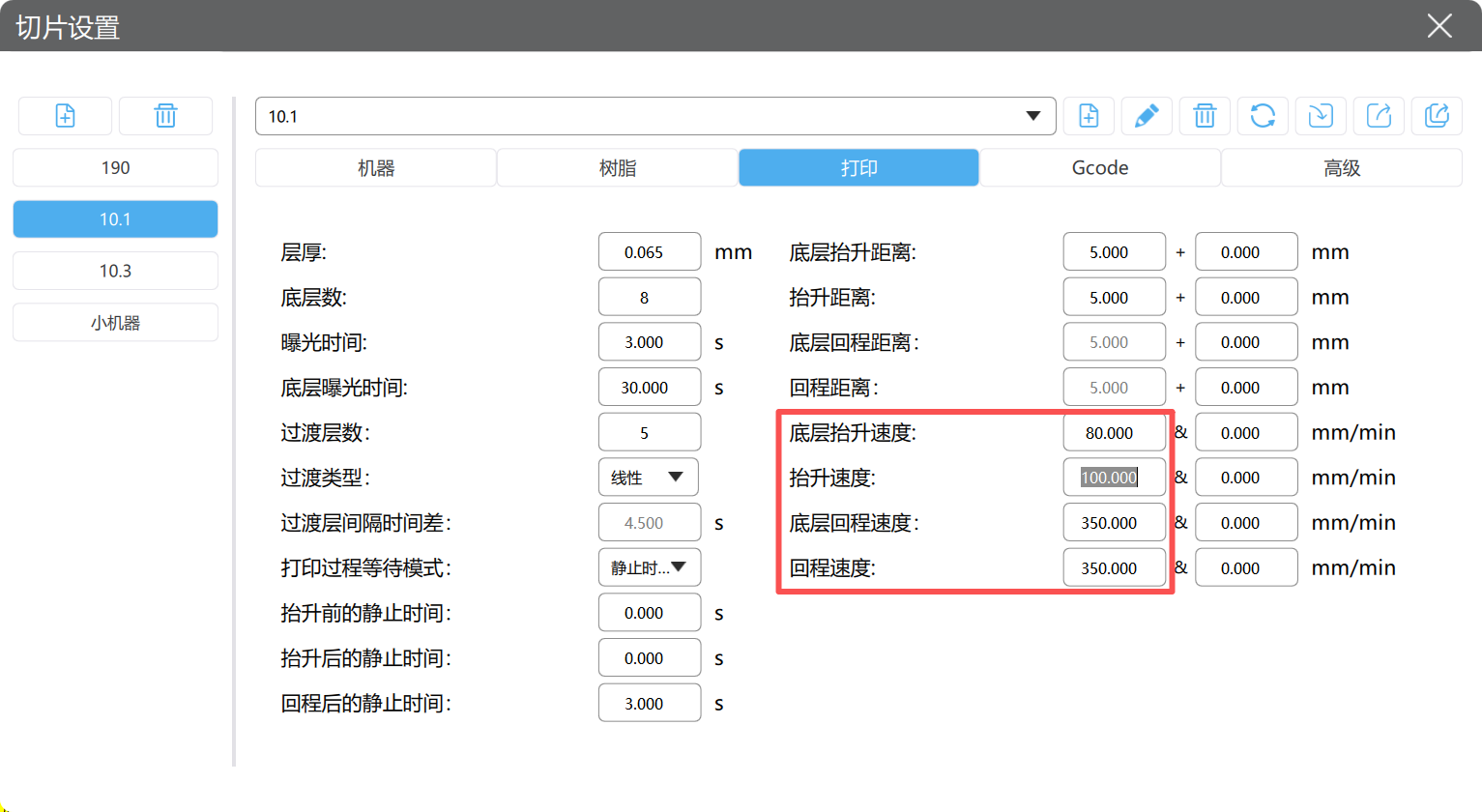
3. Reduzieren Sie die Druckgeschwindigkeit
Eine zu hohe Hub- oder Rückzugsgeschwindigkeit kann die mechanische Belastung des Modells erhöhen, insbesondere bei hohen, dünnen oder komplexen Geometrien.
Reduzieren Sie die Hub- und Trenngeschwindigkeit entsprechend, um die Druckstabilität zu verbessern.
Niedrigere Geschwindigkeiten tragen dazu bei, das Risiko von Schichttrennungen, Rissen und Ausfällen während des Druckvorgangs zu verringern.

Trocken- und Nassfräsen für Zirkonoxid, PMMA, Wachs mit automatischem Werkzeugwechsler.
Erfahren Sie mehr
Hochpräzises 3D-Scannen, KI-Kalibrierung, Genauigkeit des gesamten Zahnbogens.
Erfahren Sie mehr
40-minütiges vollständiges Sintern mit 57 % inzisaler Transluzenz und 1050 MPa Festigkeit.
Erfahren Sie mehr
Ultraschneller 5-Mikron-Genauigkeitsscanner mit offenem STL-Export.
Erfahren Sie mehr
40-Minuten-Zyklus für 60 Kronen, zweischichtiger Tiegel und 200 °C/Minute Erhitzen.
Erfahren Sie mehr
Hochgeschwindigkeits-LCD-Drucker für Anleitungen, Provisorien und Modelle mit 8K-Auflösung.
Erfahren Sie mehr




2026-01-11

2024-11-06

2026-03-30


