

 chinês
chinês
Como a tecnologia CAD/CAM melhora a experiência do paciente em odontologia
2026-01-11
2026-06-05
Bem-vindo às perguntas frequentes da YUCERA! Cada semana enfrentamos um verdadeiro desafio que nossos clientes enfrentam com equipamentos CAD CAM e bloco de zircônia. Os insights vêm diretamente de nossas equipes de P&D, marketing e pós-venda. Curioso? Tem um problema que gostaria de resolver? Participe da conversa, compartilhe sua experiência e descubra soluções que tornam seu fluxo de trabalho mais inteligente e eficiente.
Hoje nosso tópico é "Perguntas frequentes sobre a impressora P100 Dental 3D | Corrigir descolamento de impressão, mudanças de camada e falhas no meio da impressão"

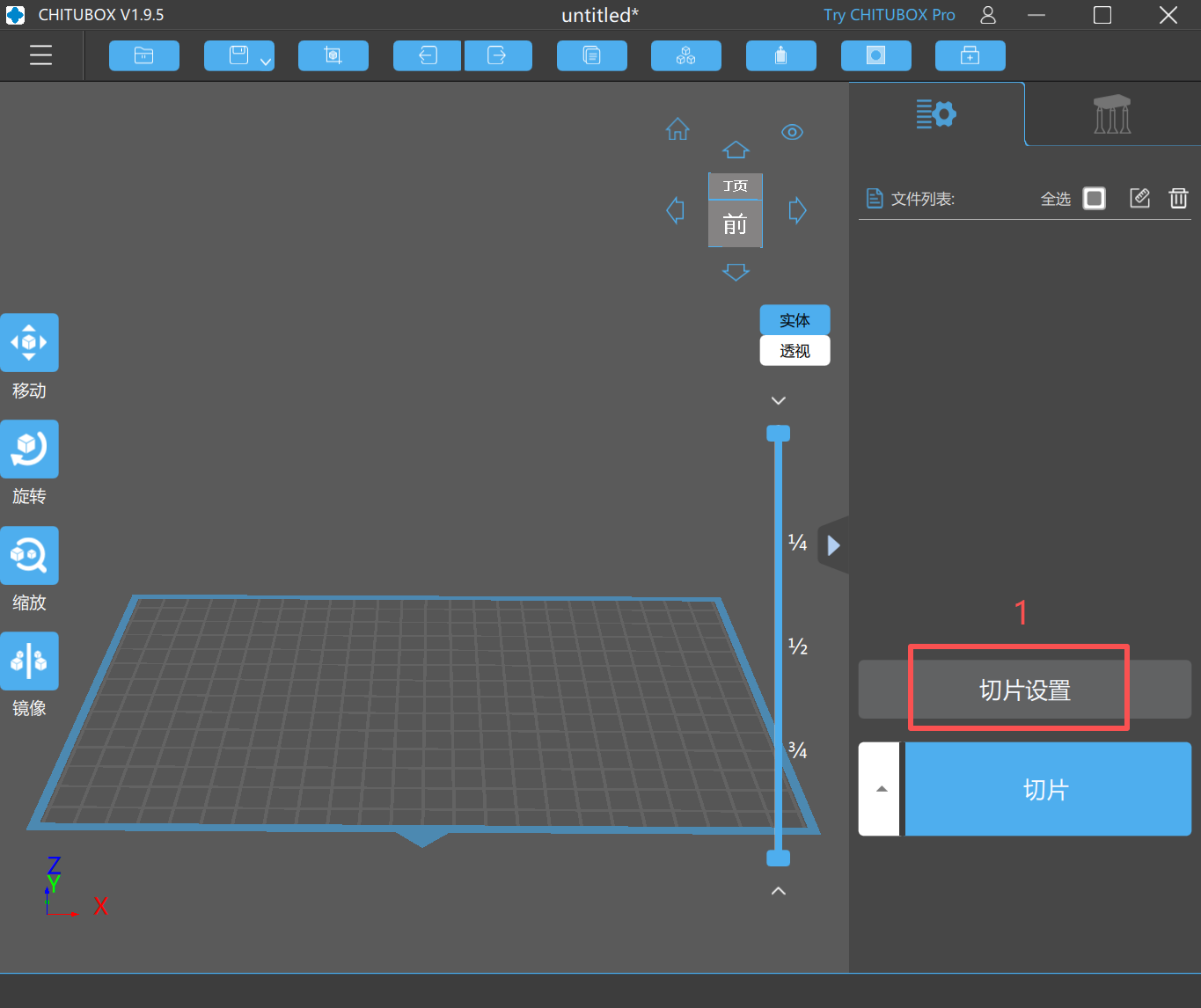
1. Verifique a exposição da tela LCD
Verifique se a tela LCD está funcionando corretamente e expondo normalmente.
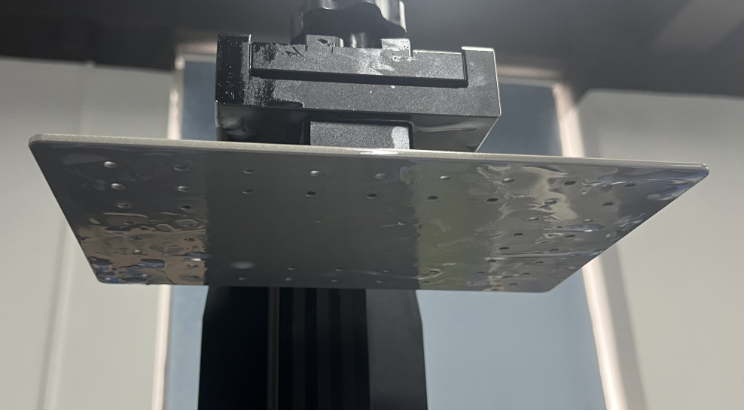
2. Verifique o nivelamento da plataforma de construção
O nivelamento inadequado da plataforma é uma das causas mais comuns de desprendimento da impressão.
Nivele novamente a plataforma de construção seguindo o procedimento de calibração padrão.
Certifique-se de que a plataforma esteja firmemente fixada após o nivelamento.
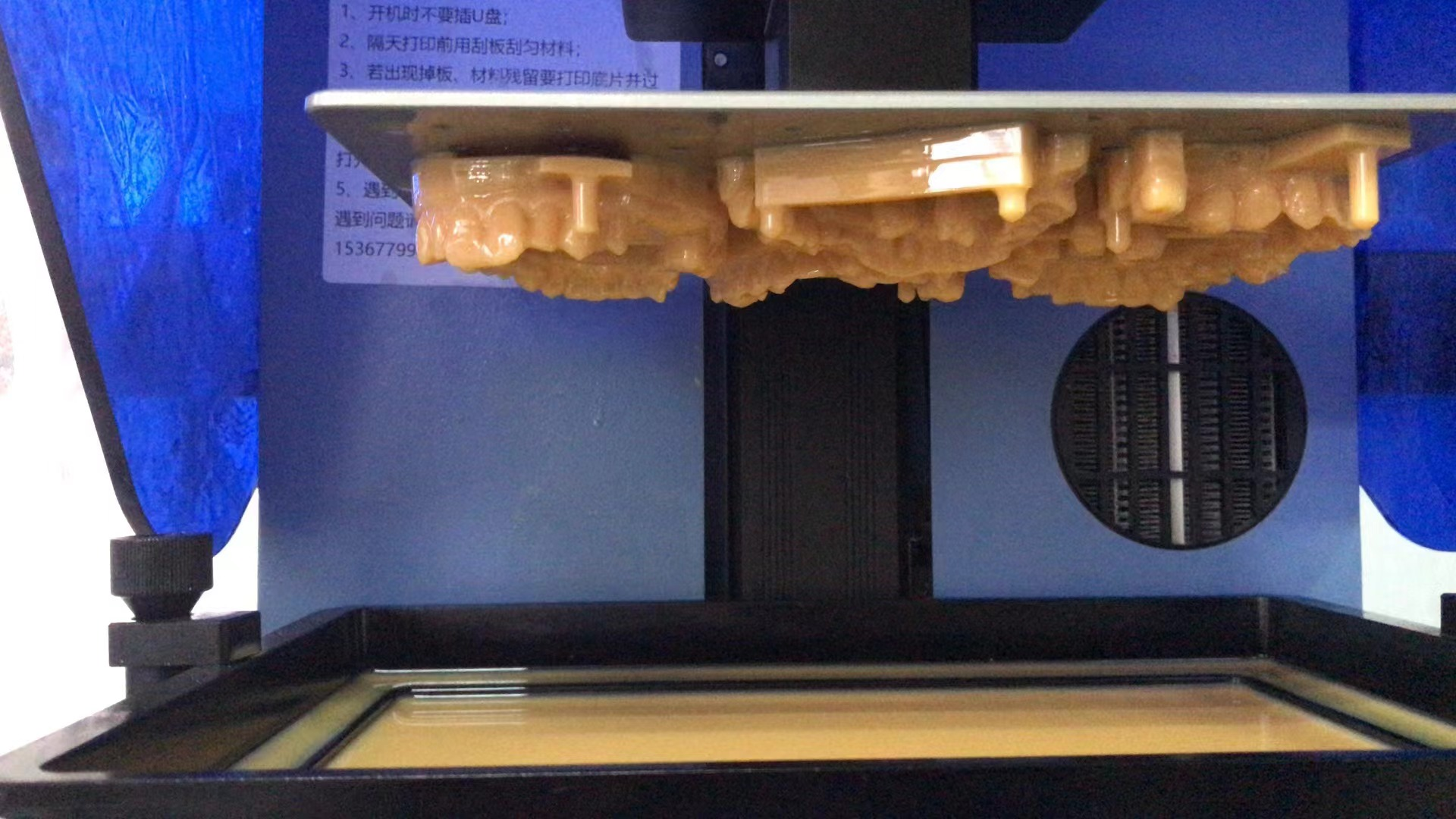
3. Aumente o tempo de exposição da camada inferior
A exposição insuficiente da camada inferior pode resultar em fraca adesão entre o modelo e a plataforma de construção.
Aumente gradualmente o tempo de exposição do fundo de acordo com as recomendações do fabricante da resina.
Após o ajuste, realize um teste de impressão para verificar o desempenho da adesão.

4. Inspecione o filme de lançamento (filme FEP/PFA)
Verifique se há arranhões, turvações, amassados, rugas ou desgaste excessivo no filme de liberação.
Limpe bem o filme e inspecione sua superfície sob iluminação adequada.
Sinta suavemente a superfície com um raspador de plástico, se necessário, para identificar áreas danificadas.
Substitua o filme removível se for detectado desgaste ou dano significativo.

1. Verifique se há detritos na plataforma de construção ou dentro do tanque de resina
Inspecione a superfície da plataforma de construção quanto a resíduos de resina curada ou partículas estranhas.
Use um raspador para remover quaisquer detritos da superfície da plataforma.
Verifique cuidadosamente o tanque de resina com um raspador de plástico para garantir que nenhum fragmento curado permaneça dentro da cuba.
2. Verifique o nivelamento e o nivelamento da plataforma
Nivele novamente a plataforma de construção de acordo com o procedimento de calibração padrão.
Inspecione a plataforma quanto a danos por impacto ou deformações causadas por colisões acidentais.
Se houver áreas salientes ou rebarbas, alise-as cuidadosamente com uma lixa de grão fino antes de realizar novamente o nivelamento da plataforma.
3. Inspecione a tela LCD na área afetada
Certifique-se de que a superfície da tela LCD esteja limpa e livre de contaminação de resina, impressões digitais ou poeira.
Preste atenção especial à área correspondente à região de impressão com falha.
Execute um teste de inspeção da tela para verificar a transmissão e exposição normais da luz.
4. Aumente o tempo de exposição da camada inferior
A exposição insuficiente do fundo pode causar fraca adesão em certas áreas da plataforma de construção.
Aumente o tempo de exposição da camada inferior de forma adequada e realize um teste de impressão para verificar o resultado.

5. Confirme se o tanque de resina está bem preso
Verifique se os parafusos de montagem do tanque de resina estão totalmente apertados.
Um tanque de resina solto pode causar forças desiguais de separação de camadas, resultando em falhas de impressão localizadas.


1. Verifique a tensão do filme de lançamento (filme FEP/PFA)
Limpe o tanque de resina e inspecione a condição do filme removível.
Bata suavemente no centro do filme removível para verificar sua elasticidade e tensão.
Um filme excessivamente solto, esticado demais ou envelhecido pode aumentar as forças de separação e causar desprendimento da camada ou quebra do modelo.
Substitua o filme removível se ele apresentar tensão reduzida, deformação ou desgaste excessivo.
2. Inspecione o tanque de resina em busca de detritos ou fragmentos de resina curada
Fragmentos de resina curada que permanecerem no tanque podem interferir no processo de impressão e causar deslocamentos de camada ou falhas de impressão.
Esvazie e limpe bem o tanque de resina.
Realize uma exposição de limpeza do tanque para remover o material curado residual.
Verifique se há alguma anormalidade na tela LCD e no tanque de resina antes de reiniciar a impressão.
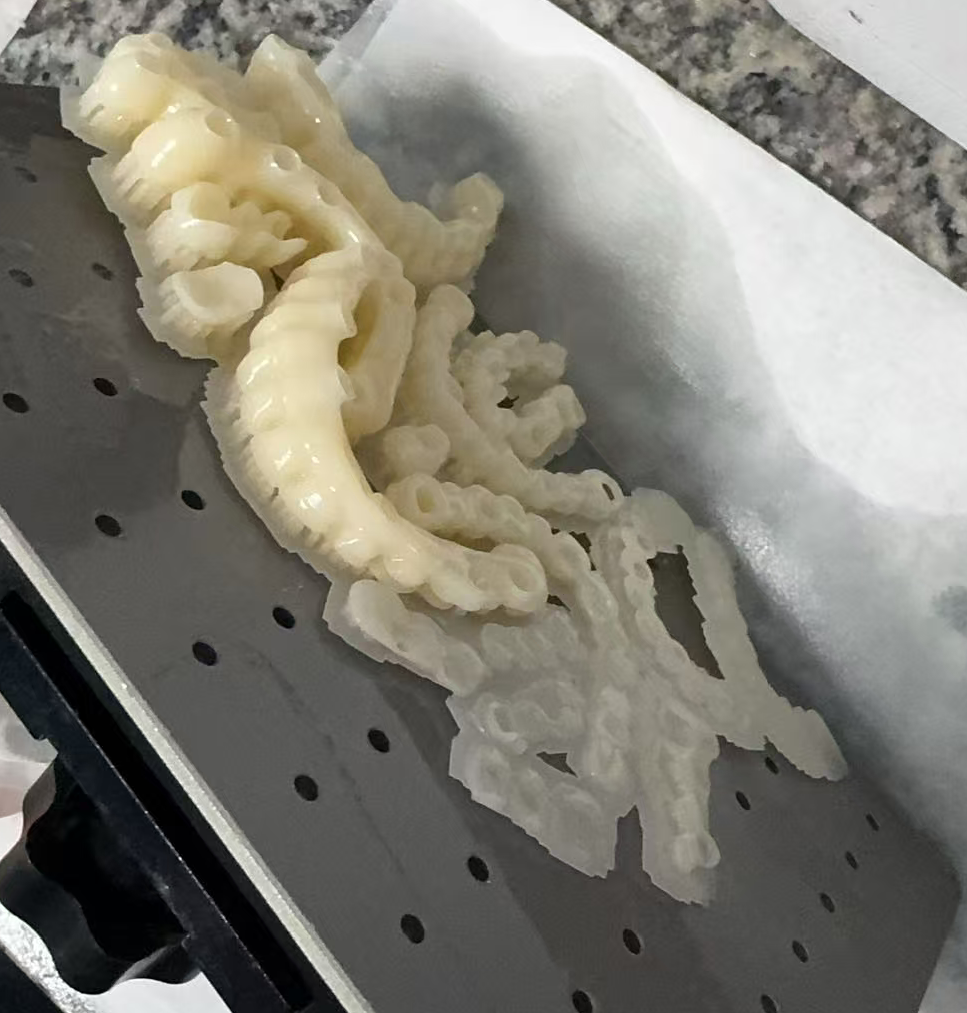
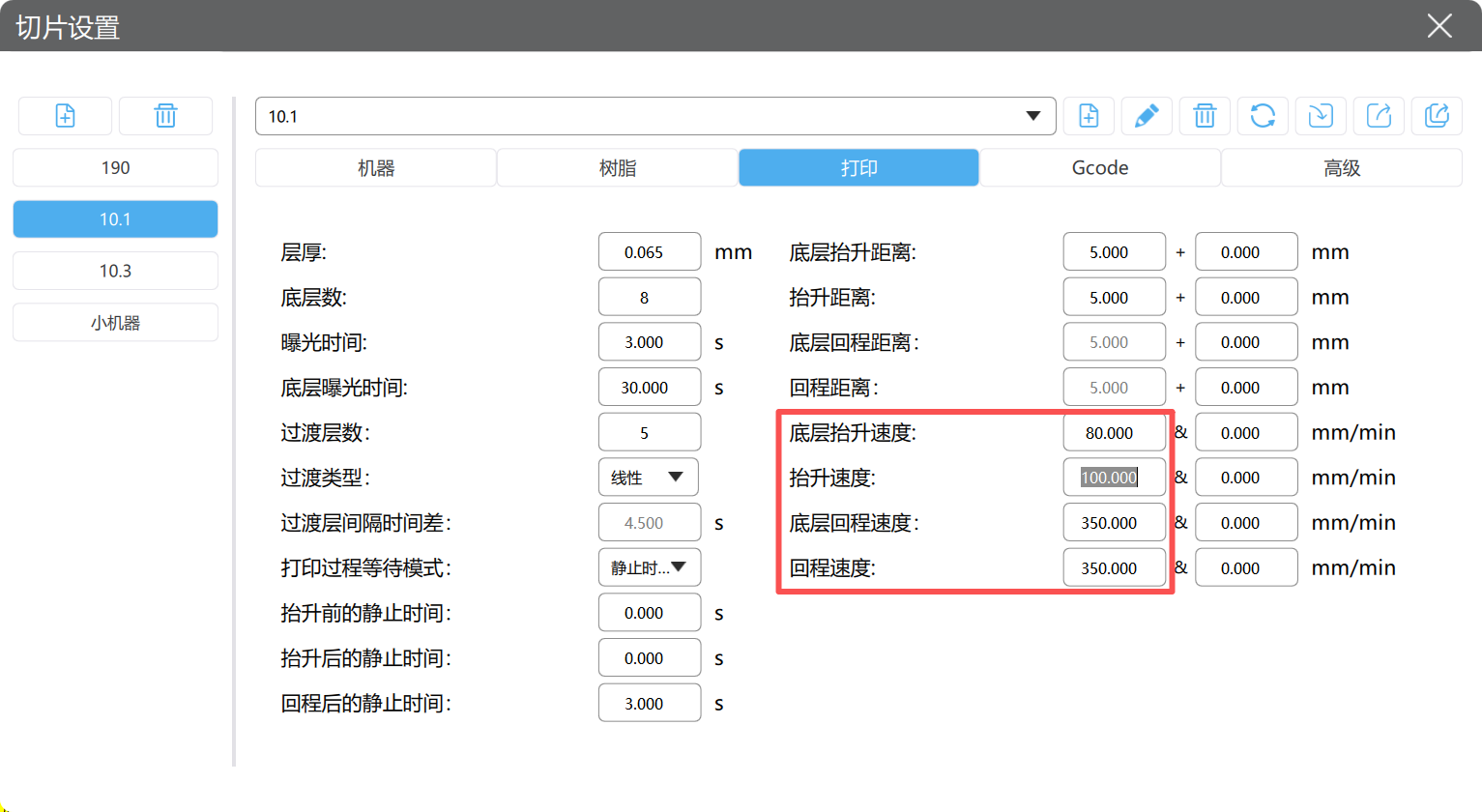
3. Reduza a velocidade de impressão
A velocidade excessiva de elevação ou retração pode aumentar o estresse mecânico no modelo, especialmente para geometrias altas, finas ou complexas.
Reduza a velocidade de elevação e a velocidade de separação de forma adequada para melhorar a estabilidade da impressão.
Velocidades mais baixas ajudam a reduzir o risco de separação de camadas, rachaduras e falhas no meio da impressão.

Fresamento a seco e úmido para zircônia, PMMA, cera com trocador automático de ferramentas.
saber mais
Digitalização 3D de alta precisão, calibração AI, precisão de arco completo.
saber mais
Sinterização completa em 40 minutos com 57% de translucidez incisal e resistência de 1050 MPa.
saber mais
Scanner ultrarrápido com precisão de 5 mícrons e exportação STL aberta.
saber mais
Ciclo de 40 min para 60 coroas, cadinho de dupla camada e aquecimento de 200°C/min.
saber mais
Impressora LCD de alta velocidade para guias, temporários, modelos com resolução 8K.
saber mais




2026-01-11

2024-11-06

2026-03-30


