

 chinês
chinês

Principais fatores que influenciam a precisão dos scanners intraorais odontológicos
2025-09-05
2026-04-28
Impressão 3D tornou-se uma pedra angular dos laboratórios dentários modernos, acelerando a criação de modelos de diagnóstico, matrizes de trabalho, guias cirúrgicas e bases de alinhadores. No entanto, muitos laboratórios continuam a lutar resultados de impressão instáveis — empenamento, desvio dimensional, inconsistências de camada e baixa repetibilidade — que levam a restaurações mal ajustadas, taxas de refazer mais altas e frustração do médico.
A boa notícia é que a maior parte da instabilidade decorre de processos fragmentados e não da própria tecnologia. Um abrangente otimização do fluxo de trabalho digital abordagem pode transformar resultados inconsistentes em produção estável e previsível que atenda às demandas clínicas.
Estudos in vitro recentes mostram que os desvios quadráticos médios (RMS) para modelos dentários de arcada completa impressos em 3D geralmente variam de aproximadamente 73 μm a 194 μm, com muitos caindo entre 109 μm e 140 μm. As resinas laváveis com água demonstraram valores médios de RMS mais baixos (em torno de 109 μm) em comparação com outras formulações em condições padronizadas. Embora esses números muitas vezes permaneçam dentro dos limites clínicos amplamente aceitos (normalmente abaixo de 200-250 μm para modelos de diagnóstico e protéticos), a variabilidade entre lotes e as influências ambientais frequentemente empurram os resultados para fora das tolerâncias confiáveis.
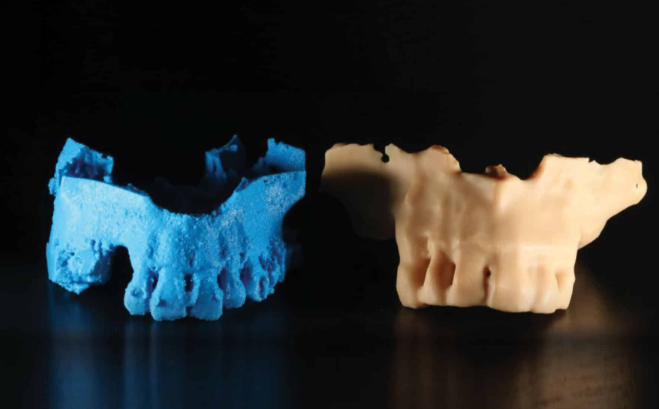
Regiões posteriores, superfícies curvas e áreas próximas a suportes tendem a apresentar maiores desvios locais. Fatores como tipo de resina, orientação de impressão, espessura da camada e pós-processamento desempenham papéis significativos tanto na veracidade (proximidade da digitalização original) quanto na precisão (repetibilidade).
As manifestações comuns de instabilidade incluem deformação da base, imprecisões oclusais, distorção marginal, delaminação e desvio dimensional progressivo em múltiplas impressões.
A instabilidade geralmente surge de variáveis não controladas em todo o fluxo de trabalho:
A orientação da impressão influencia significativamente os resultados; certos ângulos aumentam as distorções relacionadas ao suporte ou efeitos gravitacionais em grandes superfícies.

Laboratórios bem-sucedidos tratam a impressão 3D como um processo de fabricação controlado. Aqui está uma estrutura de otimização prática e passo a passo:
1. Fortalecer as etapas digitais upstream (digitalização e design)
Informações precisas são essenciais. Use scanners intraorais ou de laboratório de alta precisão e valide a integridade das digitalizações. No software CAD, aplique reparo automatizado de malha, imponha parâmetros de projeto consistentes e incorpore fatores conhecidos de compensação de contração de material. Crie bibliotecas de modelos validados para diferentes tipos de modelos com projetos básicos e estratégias de suporte otimizados.
2. Implementar calibração e manutenção rigorosas da impressora
Estabeleça rotinas de calibração diárias ou por turno:
A manutenção preventiva reduz a maioria dos problemas de adesão e uniformidade.
3. Padronize a preparação e o fatiamento da pré-impressão
Espessuras de camadas menores ou parâmetros de bico otimizados em certas tecnologias podem melhorar os detalhes da superfície e reduzir o efeito escada.
4. Controle de pós-processamento para estabilidade dimensional
O pós-processamento costuma ser o elo mais fraco. Padronizar:
A pós-cura adequada melhora as propriedades mecânicas e minimiza as tensões residuais que causam instabilidade a longo prazo.
5. Crie procedimentos operacionais padronizados (SOPs) e controle de qualidade de ponta a ponta
Os laboratórios que implementam a padronização total geralmente alcançam resultados clínicos mais previsíveis e reduzem o desperdício de material.
Defina metas claras com base na aplicação. Muitos modelos diagnósticos e protéticos apresentam bom desempenho abaixo do desvio RMS geral de 150–200 μm, enquanto guias cirúrgicas e componentes de alta precisão exigem tolerâncias mais rígidas. Use mapas de desvio codificados por cores juntamente com valores RMS para uma avaliação abrangente.
Comece a otimização em itens de alto volume, como modelos de estudo ou de trabalho, e depois dimensione para aplicações mais exigentes. Conduza auditorias internas regulares, revise registros de falhas e ajuste parâmetros baseados em dados. O controle ambiental e o treinamento da equipe proporcionam benefícios crescentes ao longo do tempo.
Um fluxo de trabalho digital bem otimizado não apenas estabiliza a impressão 3D, mas também melhora a eficiência geral do laboratório, reduz os tempos de resposta e fortalece o relacionamento com os médicos por meio de resultados mais consistentes.
Modelos dentários impressos em 3D instáveis raramente são uma limitação inerente à tecnologia – geralmente são sintomas de um fluxo de trabalho fragmentado ou não otimizado. Ao otimizar sistematicamente cada etapa – digitalização precisa, preparação robusta de limas, calibração disciplinada, parâmetros padronizados, pós-processamento controlado e controle de qualidade rigoroso – os laboratórios dentários podem alcançar uma produção confiável e repetível que atenda ou exceda as expectativas clínicas.

Fresamento a seco e úmido para zircônia, PMMA, cera com trocador automático de ferramentas.
saber mais
Digitalização 3D de alta precisão, calibração AI, precisão de arco completo.
saber mais
Sinterização completa em 40 minutos com 57% de translucidez incisal e resistência de 1050 MPa.
saber mais
Scanner ultrarrápido com precisão de 5 mícrons e exportação STL aberta.
saber mais
Ciclo de 40 min para 60 coroas, cadinho de dupla camada e aquecimento de 200°C/min.
saber mais
Impressora LCD de alta velocidade para guias, temporários, modelos com resolução 8K.
saber mais







