
 cinese
cineseCome la tecnologia CAD/CAM migliora l'esperienza del paziente in odontoiatria
2026-01-11


2026-06-05
Benvenuti nelle FAQ di YUCERA! Ogni settimana affrontiamo una vera sfida che i nostri clienti si trovano ad affrontare con le apparecchiature CAD CAM e il blocco di zirconio. Gli approfondimenti provengono direttamente dai nostri team di ricerca e sviluppo, marketing e post-vendita. Curioso? Hai un problema che vorresti risolto? Partecipa alla conversazione, condividi la tua esperienza e scopri soluzioni che rendono il tuo flusso di lavoro più intelligente ed efficiente.
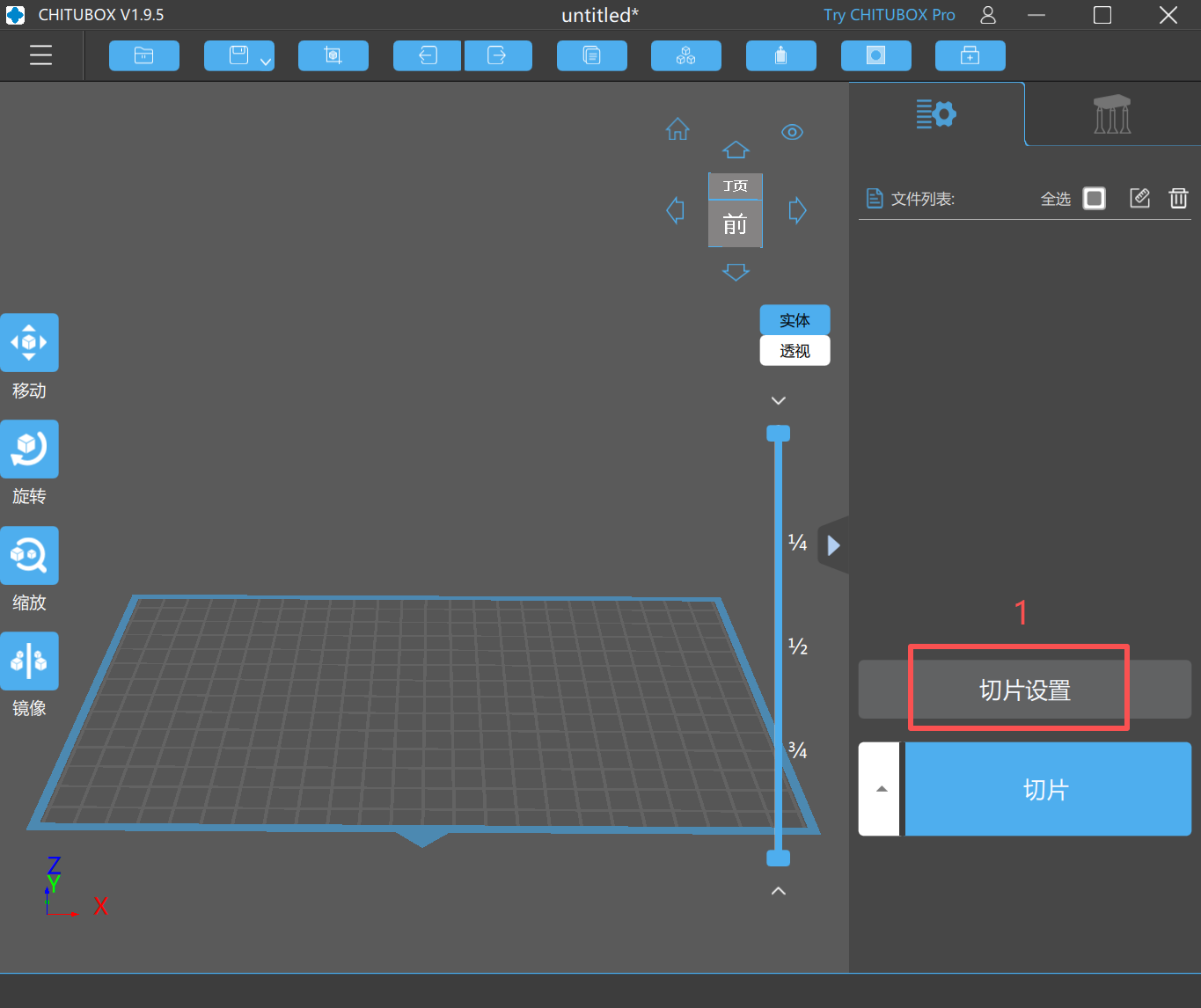
Oggi il nostro argomento è "Domande frequenti sulla stampante 3D dentale P100 | Correzione del distacco di stampa, spostamenti di livello ed errori a metà stampa"

1. Controllare l'esposizione dello schermo LCD
Verificare che lo schermo LCD funzioni correttamente e che sia esposto normalmente.
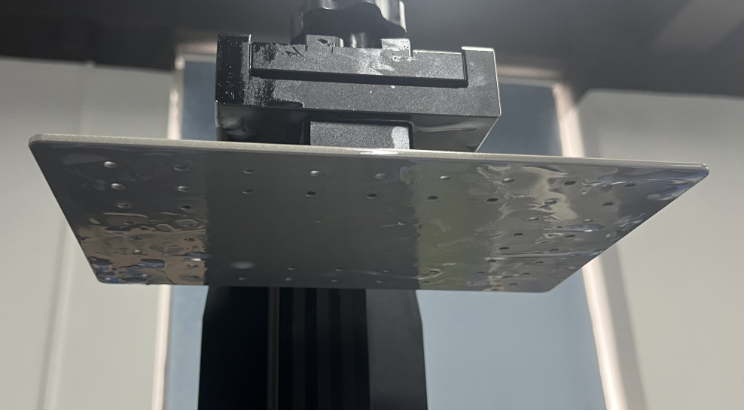
2. Verificare il livellamento della piattaforma di costruzione
Il livellamento improprio della piattaforma è una delle cause più comuni di distacco della stampa.
Livellare nuovamente la piattaforma di stampa seguendo la procedura di calibrazione standard.
Assicurarsi che la piattaforma sia fissata saldamente dopo il livellamento.
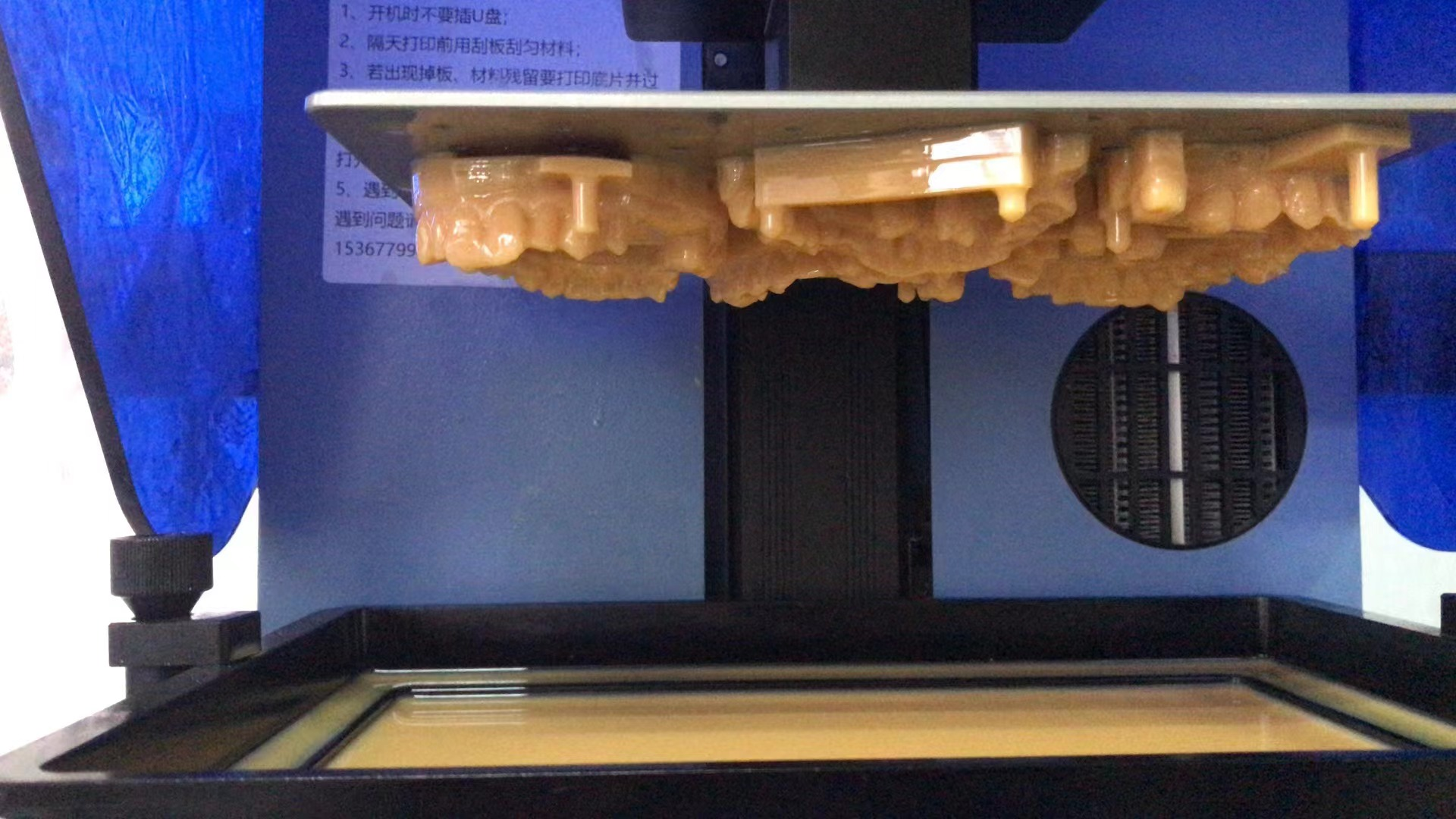
3. Aumenta il tempo di esposizione dello strato inferiore
Un'esposizione insufficiente dello strato inferiore può comportare una debole adesione tra il modello e la piattaforma di stampa.
Aumentare gradualmente il tempo di esposizione del fondo secondo le raccomandazioni del produttore della resina.
Dopo la regolazione, eseguire una stampa di prova per verificare le prestazioni di adesione.

4. Ispezionare la pellicola di rilascio (pellicola FEP/PFA)
Controllare la pellicola di rilascio per eventuali graffi, opacità, ammaccature, rughe o usura eccessiva.
Pulire accuratamente la pellicola e ispezionarne la superficie sotto un'illuminazione adeguata.
Se necessario, tastare delicatamente la superficie con un raschietto di plastica per identificare le aree danneggiate.
Sostituire la pellicola distaccante se si rilevano segni di usura o danni significativi.

1. Controlla la presenza di detriti sulla piattaforma di stampa o all'interno del serbatoio resina
Ispeziona la superficie della piattaforma di stampa per individuare eventuali residui di resina polimerizzata o particelle estranee.
Utilizzare un raschietto per rimuovere eventuali detriti dalla superficie della piattaforma.
Controlla attentamente il serbatoio resina con un raschietto di plastica per assicurarti che non rimangano frammenti polimerizzati all'interno della vasca.
2. Verificare il livellamento e la planarità della piattaforma
Livellare nuovamente la piattaforma di stampa secondo la procedura di calibrazione standard.
Ispezionare la piattaforma per eventuali danni da impatto o deformazioni causati da collisioni accidentali.
Se sono presenti aree in rilievo o bave, levigarle accuratamente con carta vetrata a grana fine prima di eseguire nuovamente il livellamento della piattaforma.
3. Ispezionare lo schermo LCD nell'area interessata
Assicurarsi che la superficie dello schermo LCD sia pulita e priva di contaminazione di resina, impronte digitali o polvere.
Prestare particolare attenzione all'area corrispondente all'area di stampa non riuscita.
Eseguire un test di ispezione dello schermo per verificare la normale trasmissione della luce e l'esposizione.
4. Aumenta il tempo di esposizione dello strato inferiore
Un'esposizione inferiore insufficiente può causare un'adesione debole in alcune aree della piattaforma di stampa.
Aumentare adeguatamente il tempo di esposizione dello strato inferiore ed eseguire una stampa di prova per verificare il risultato.

5. Verifica che il serbatoio resina sia fissato saldamente
Controlla che le viti di montaggio del serbatoio resina siano completamente serrate.
Un serbatoio resina allentato può causare forze di separazione degli strati non uniformi, con conseguenti errori di stampa localizzati.


1. Controllare la tensione della pellicola di rilascio (pellicola FEP/PFA).
Pulisci il serbatoio resina e controlla le condizioni della pellicola distaccante.
Picchiettare delicatamente il centro della pellicola distaccante per verificarne l'elasticità e la tensione.
Una pellicola eccessivamente allentata, tesa o invecchiata può aumentare le forze di separazione e causare il distacco dello strato o la rottura del modello.
Sostituire la pellicola di rilascio se mostra una tensione ridotta, una deformazione o un'usura eccessiva.
2. Ispeziona il serbatoio resina per individuare eventuali detriti o frammenti di resina polimerizzata
I frammenti di resina polimerizzata rimasti nel serbatoio possono interferire con il processo di stampa e causare spostamenti di strato o errori di stampa.
Svuota e pulisci accuratamente il serbatoio resina.
Eseguire un'esposizione alla pulizia del serbatoio per rimuovere il materiale indurito residuo.
Controlla eventuali anomalie sullo schermo LCD e sul serbatoio resina prima di riavviare la stampa.
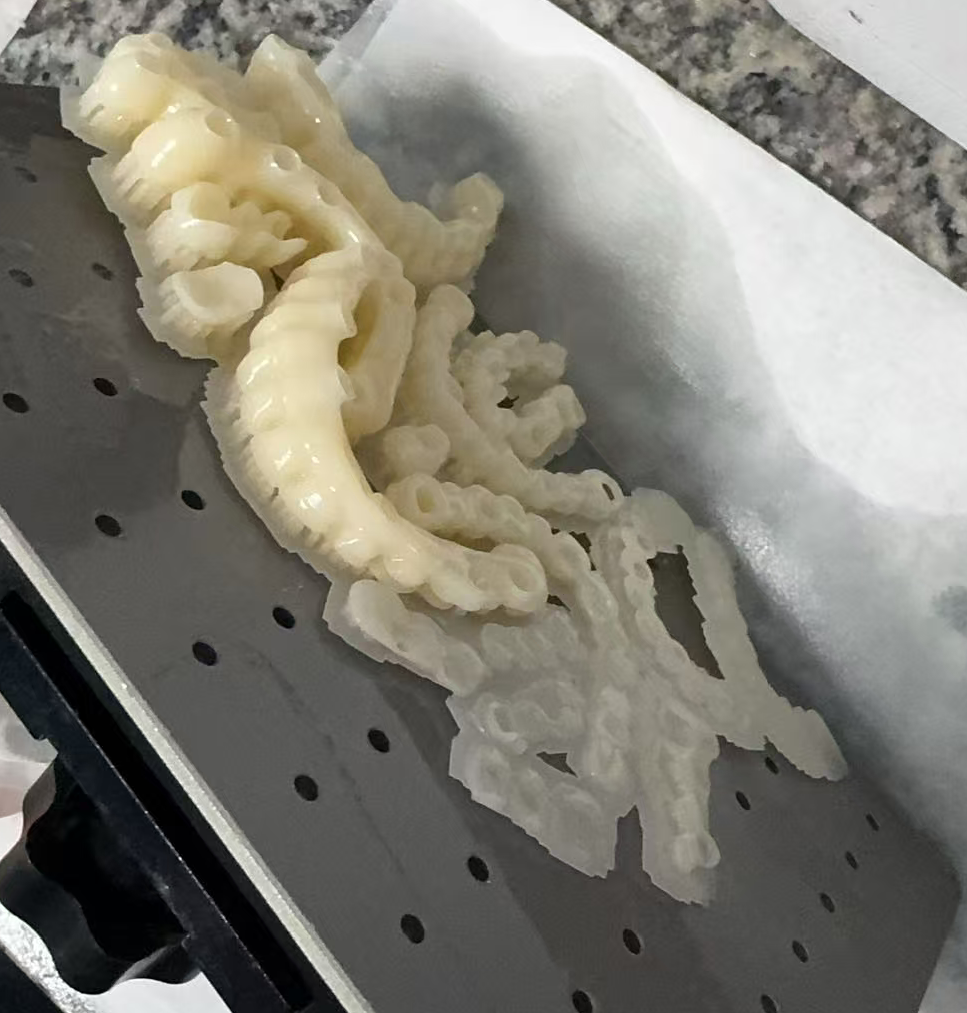
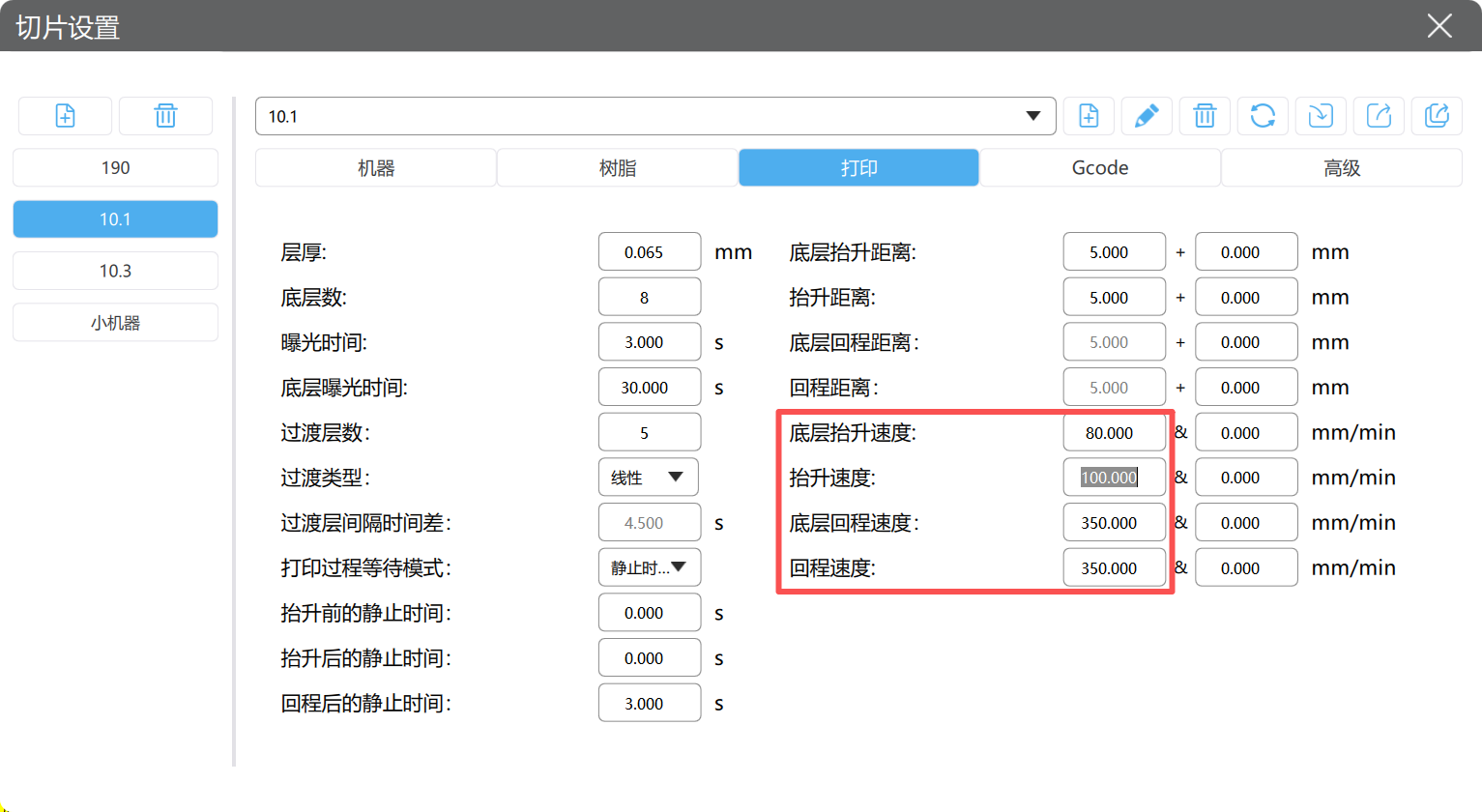
3. Ridurre la velocità di stampa
Una velocità eccessiva di sollevamento o ritrazione può aumentare lo stress meccanico sul modello, soprattutto per geometrie alte, sottili o complesse.
Ridurre adeguatamente la velocità di sollevamento e la velocità di separazione per migliorare la stabilità della stampa.
Velocità inferiori aiutano a ridurre il rischio di separazione degli strati, crepe e errori a metà stampa.

Fresatura a secco e ad umido per zirconia, PMMA, cera con cambio utensile automatico.
saperne di più
Scansione 3D ad alta precisione, calibrazione AI, precisione dell'intera arcata.
saperne di più
Sinterizzazione completa di 40 minuti con traslucenza incisale del 57% e resistenza di 1050 MPa.
saperne di più
Scanner ultraveloce con precisione di 5 micron con esportazione STL aperta.
saperne di più
Ciclo da 40 min per 60 corone, crogiolo doppio strato e riscaldamento a 200°C/min.
saperne di più
Stampante LCD ad alta velocità per guide, provvisori, modelli con risoluzione 8K.
saperne di più




2026-01-11

2024-11-06

2026-03-30


