
 cinese
cineseBlocchi di zirconio ad alta traslucenza rispetto a quelli standard: raccomandazioni di adattamento per scenari di restauro dentale CAD/CAM
2026-02-01


2026-03-09
Nel mondo dell’odontoiatria digitale, la zirconia CAD/CAM è diventata lo standard di riferimento per corone, ponti e restauri su impianti. La sua resistenza eccezionale (fino a 1.200 MPa alla flessione) e l'estetica naturale lo rendono ideale per i casi posteriori a carico elevato. Tuttavia, un passaggio spesso trascurato del flusso di lavoro determina silenziosamente il successo o il fallimento: asciugare il restauro fresato in zirconio prima della sinterizzazione .
I blocchi di zirconio presinterizzati sono intenzionalmente porosi (tipicamente 45–50% di porosità) per consentire una facile fresatura. Questa stessa porosità li rende altamente assorbenti dall'umidità proveniente dal liquido refrigerante durante la fresatura a umido, dalla saliva durante le prove o dai liquidi coloranti. Senza un’adeguata essiccazione, l’acqua intrappolata diventa un nemico nascosto durante il processo di sinterizzazione ad alta temperatura (1.450–1.550°C).
L'asciugatura non è facoltativa: è il passaggio chiave invisibile che protegge precisione, resistenza e longevità. Saltarlo o affrettarlo comporta tre rischi principali che possono rovinare anche il restauro fresato con maggiore precisione. Esploriamo perché è importante e come evitare costosi guasti.
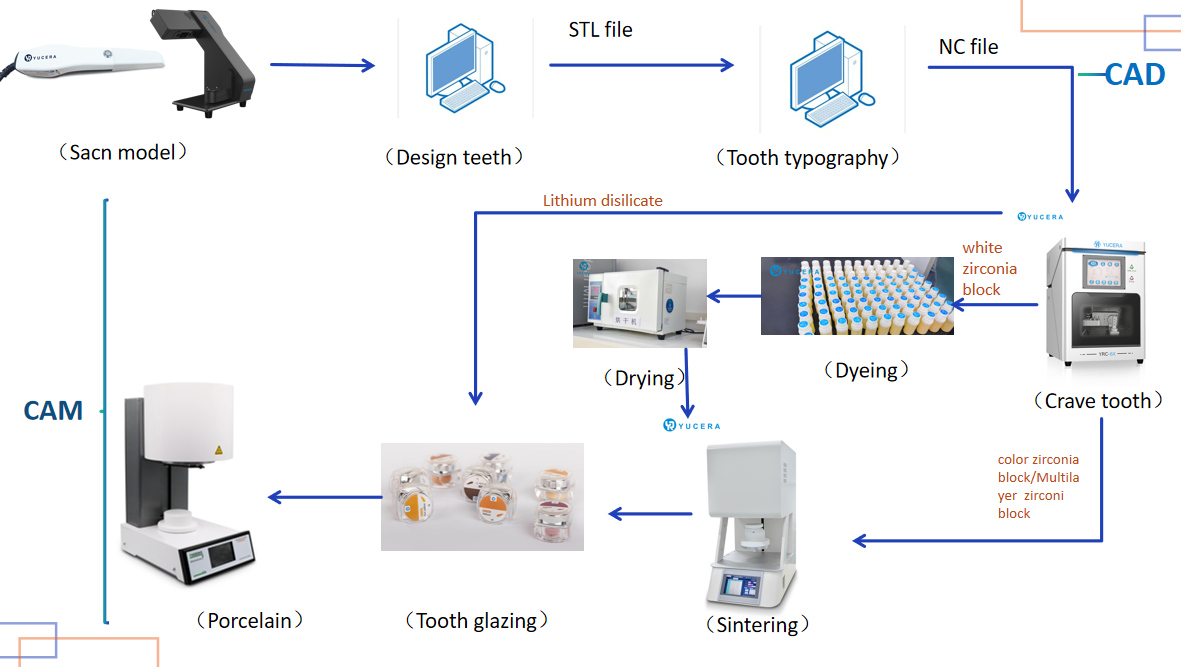
Dopo la progettazione e la fresatura, i restauri in zirconia sono ancora allo stato “verde” o pre-sinterizzato. In questa fase, il materiale è sufficientemente morbido per una lavorazione precisa ma contiene pori microscopici che assorbono facilmente l'acqua. Durante la sinterizzazione, il restauro subisce una contrazione lineare di circa il 20–25% poiché le particelle si densificano in una struttura completamente cristallina (densità >99%).
L'umidità all'interno di questi pori non evapora semplicemente delicatamente. Quando la temperatura aumenta rapidamente (spesso 5–15°C al minuto nei moderni cicli di sinterizzazione rapida), l’acqua si trasforma in vapore. Ciò crea improvvisi picchi di pressione interna che il materiale ancora morbido non può sopportare.
Protocolli di asciugatura adeguati, in genere 80–100°C per 30–120 minuti in un essiccatore dedicato, una lampada a infrarossi o un pre-mantenimento a bassa temperatura nel forno di sinterizzazione, rimuovono >95% dell'umidità residua. Molti laboratori aggiungono una attesa di pre-asciugatura di 10–15 minuti a 150–200°C nel forno stesso. Per i restauri fresati a umido o quelli immersi in liquidi coloranti, questo passaggio diventa ancora più critico, poiché il liquido extra aumenta il contenuto di umidità del 2–5%.
Il risultato di una corretta asciugatura? Retrazione uniforme, densificazione impeccabile e restauri che si adattano perfettamente con una regolazione minima.
L'umidità intrappolata genera una pressione di vapore che supera la resistenza allo stato verde del materiale, causando microfessure o vere e proprie fratture. Spesso appaiono come sottili crepe nei connettori dei ponti o lungo le pareti sottili delle corone.
I rapporti di laboratorio e i forum dei tecnici identificano costantemente un'asciugatura inadeguata come la causa principale delle crepe post-sinterizzazione, soprattutto nei ponti a più unità o nei cicli di sinterizzazione rapida (meno di 2 ore). Anche le microfessure invisibili possono propagarsi sotto carico occlusale, portando a un fallimento clinico precoce. Un'osservazione comune: i restauri asciugati in modo improprio mostrano tassi di fessurazione che possono aumentare notevolmente rispetto ai controlli adeguatamente essiccati.
L'effetto del vapore è immediato: la pressione aumenta più velocemente tra 100 e 300°C, molto prima della completa densificazione. Risultato: tempo, materiale e rifacimenti sprecati.
L'evaporazione irregolare dell'umidità provoca un ritiro differenziale durante la fase di sinterizzazione. Le aree con più acqua residua si restringono in modo irregolare, causando deformazioni, spazi marginali o imprecisioni occlusali.
Clinicamente, ciò si manifesta con restauri che non si adattano più correttamente o richiedono un'eccessiva regolazione alla poltrona, vanificando il vantaggio di precisione del CAD/CAM. Gli studi sulle variabili di sinterizzazione mostrano che la distorsione correlata all’umidità può aumentare gli spazi marginali di 20–50 micron, spingendoli al di fuori dell’intervallo clinicamente accettabile <100 micron.
Per ponti di lunga durata o restauri supportati da impianti, anche una leggera deformazione compromette l'adattamento passivo e aumenta lo stress su abutment o impianti.
L'umidità residua interferisce con la densificazione delle particelle, lasciando vuoti o pori microscopici nella struttura sinterizzata finale. Ciò riduce la densità finale, diminuendo la resistenza alla flessione e la resistenza alla frattura del 10-20% nelle aree interessate.
La porosità influisce anche sulla trasmissione della luce e sulla stabilità del colore. Il vapore intrappolato può causare scolorimento localizzato, bolle o difetti superficiali che richiedono la molatura o la smaltatura, aggiungendo ulteriore tempo di laboratorio e compromettendo l'estetica monolitica che rende popolare la zirconia.
Nelle generazioni di zirconia ad alta traslucenza (4Y e 5Y), questi difetti sono particolarmente visibili e possono portare all'insoddisfazione del paziente o alla sostituzione prematura.

Implementare una routine di asciugatura affidabile è semplice e ripaga:
Seguire i cicli consigliati dal produttore per il tuo specifico tipo di zirconia garantisce risultati ottimali senza congetture.

L'essiccazione della zirconio prima della sinterizzazione può essere invisibile sul restauro finale, ma la sua assenza è dolorosamente evidente in crepe, rifacimenti e longevità compromessa. Eliminando i tre rischi principali (crepe dovute alla pressione del vapore, distorsioni che compromettono l'adattamento e resistenza che riduce la porosità, estetica), un'adeguata asciugatura garantisce le massime prestazioni promesse dalla zirconia.
Negli odierni laboratori CAD/CAM ad alta efficienza, dove è prevista la consegna il giorno stesso o il giorno successivo, questa fase di 30-60 minuti è uno dei processi con il ROI più elevato disponibili. Gli studi clinici e i laboratori che trattano l'essiccazione come un protocollo non negoziabile registrano meno fallimenti, medici più soddisfatti e risultati più prevedibili.

Fresatura a secco e ad umido per zirconia, PMMA, cera con cambio utensile automatico.
saperne di più
Scansione 3D ad alta precisione, calibrazione AI, precisione dell'intera arcata.
saperne di più
Sinterizzazione completa di 40 minuti con traslucenza incisale del 57% e resistenza di 1050 MPa.
saperne di più
Scanner ultraveloce con precisione di 5 micron con esportazione STL aperta.
saperne di più
Ciclo da 40 min per 60 corone, crogiolo doppio strato e riscaldamento a 200°C/min.
saperne di più
Stampante LCD ad alta velocità per guide, provvisori, modelli con risoluzione 8K.
saperne di più




2026-02-01
2025-09-21

2025-12-28


