

 Chinois
Chinois
Blocs à haute translucidité par rapport aux blocs de zircone standard : recommandations d'adaptation pour les scénarios de restauration dentaire CAD/CAM
2026-02-01
2026-03-09
Dans le monde de la dentisterie numérique, la zircone CAD/CAM est devenue la référence en matière de couronnes, de ponts et de restaurations implantaires. Sa résistance exceptionnelle (jusqu'à 1 200 MPa en flexion) et son esthétique naturelle le rendent idéal pour les cas postérieurs soumis à de fortes charges. Pourtant, une étape souvent négligée du flux de travail détermine discrètement le succès ou l’échec.: sécher la restauration en zircone fraisée avant le frittage .
Les blocs de zircone pré-frittés sont intentionnellement poreux (généralement une porosité de 45 à 50 %) pour permettre un fraisage facile. Cette même porosité les rend très absorbants pour l'humidité provenant du liquide de refroidissement lors du broyage humide, de la salive lors des essais ou des liquides colorants. Sans un séchage approprié, l’eau emprisonnée devient un ennemi caché lors du processus de frittage à haute température (1 450 à 1 550 °C).
Le séchage n'est pas facultatif : c'est l'étape clé invisible qui protège la précision, la résistance et la longévité. Le sauter ou le précipiter déclenche trois risques majeurs qui peuvent ruiner même la restauration usinée la plus précisément. Voyons pourquoi c'est important et comment éviter des échecs coûteux.
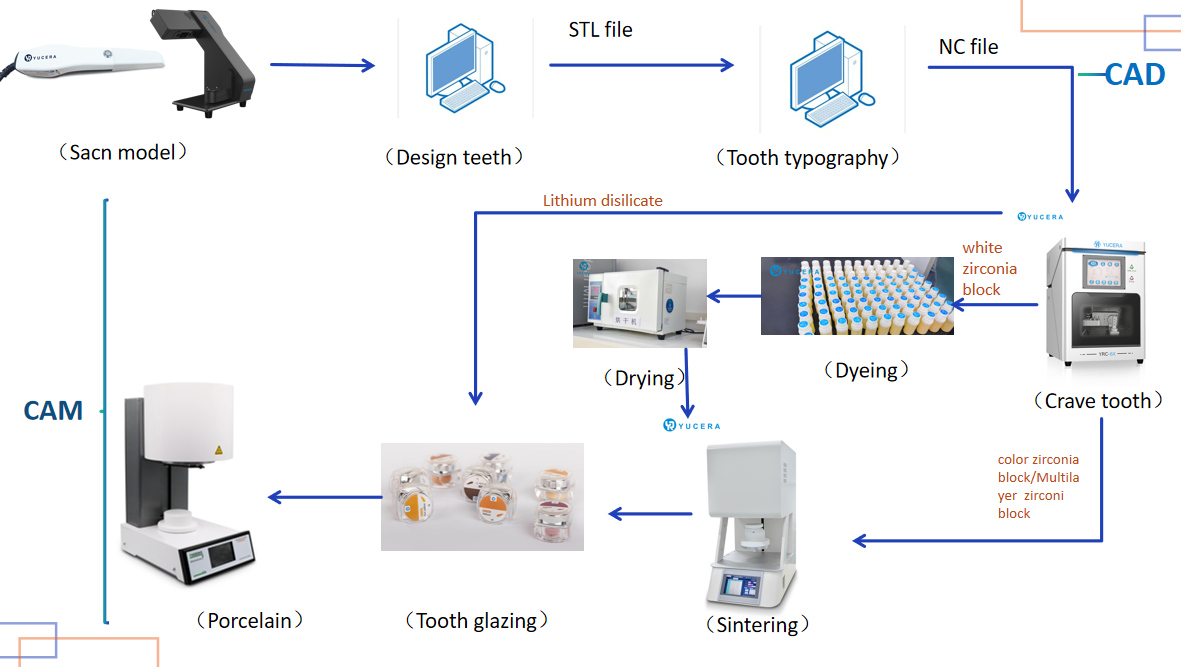
Après conception et fraisage, les restaurations en zircone sont encore dans leur état « vert » ou pré-fritté. À ce stade, le matériau est suffisamment mou pour un usinage précis mais contient des pores microscopiques qui absorbent facilement l’eau. Pendant le frittage, la restauration subit un retrait linéaire d'environ 20 à 25 % à mesure que les particules se densifient pour former une structure entièrement cristalline (densité > 99 %).
L’humidité à l’intérieur de ces pores ne s’évapore pas simplement doucement. À mesure que les températures augmentent rapidement (souvent de 5 à 15 °C par minute dans les cycles modernes de frittage rapide), l'eau se transforme en vapeur. Cela crée des pics de pression internes soudains auxquels le matériau encore mou ne peut pas résister.
Des protocoles de séchage appropriés (généralement entre 80 et 100 °C pendant 30 à 120 minutes dans un séchoir dédié, une lampe infrarouge ou un pré-maintien à basse température dans le four de frittage) éliminent >95 % de l'humidité résiduelle. De nombreux laboratoires ajoutent un pré-séchage de 10 à 15 minutes à 150-200°C dans le four lui-même. Pour les restaurations broyées par voie humide ou trempées dans des liquides colorants, cette étape devient encore plus critique, car l'excès de liquide augmente la teneur en humidité de 2 à 5 %.
Le résultat d’un séchage correct ? Retrait uniforme, densification impeccable et restaurations parfaitement ajustées avec un minimum d’ajustement.
L'humidité emprisonnée génère une pression de vapeur qui dépasse la résistance à l'état vert du matériau, provoquant des microfissures ou de véritables fractures. Celles-ci apparaissent souvent sous forme de fissures capillaires dans les connecteurs des ponts ou le long des parois minces des couronnes.
Les rapports de laboratoire et les forums de techniciens identifient systématiquement un séchage inadéquat comme la principale cause de fissures après frittage, en particulier dans les ponts à plusieurs éléments ou dans les cycles de frittage rapides (moins de 2 heures). Même des microfissures invisibles peuvent se propager sous la charge occlusale, conduisant à un échec clinique précoce. Une observation courante : les restaurations mal séchées présentent des taux de fissuration qui peuvent augmenter considérablement par rapport aux contrôles correctement séchés.
L'effet vapeur est immédiat : la pression augmente le plus rapidement entre 100 et 300°C, bien avant la densification complète. Résultat : perte de temps, de matériel et de remakes.
Une évaporation inégale de l'humidité provoque un retrait différentiel pendant la phase de frittage. Les zones contenant davantage d’eau résiduelle rétrécissent de manière irrégulière, entraînant des déformations, des espaces marginaux ou des imprécisions occlusales.
Cliniquement, cela se manifeste par des restaurations qui ne s'ajustent plus correctement ou nécessitent un ajustement excessif au fauteuil, ce qui met à mal l'avantage de précision de la CFAO. Des études sur les variables de frittage montrent que la distorsion liée à l'humidité peut augmenter les espaces marginaux de 20 à 50 microns, les poussant en dehors de la plage cliniquement acceptable <100 microns.
Pour les bridges de longue portée ou les restaurations sur implants, même une légère déformation compromet l'ajustement passif et augmente la contrainte sur les piliers ou les implants.
L'humidité résiduelle interfère avec la densification des particules, laissant des vides ou des pores microscopiques dans la structure frittée finale. Cela réduit la densité finale, réduisant ainsi la résistance à la flexion et la ténacité à la rupture de 10 à 20 % dans les zones affectées.
La porosité affecte également la transmission de la lumière et la stabilité des couleurs. La vapeur emprisonnée peut provoquer une décoloration localisée, des bulles ou des défauts de surface qui nécessitent un meulage ou un reglaçage, augmentant ainsi le temps de laboratoire et compromettant l'esthétique monolithique qui rend la zircone populaire.
Dans les générations de zircone à haute translucidité (4Y et 5Y), ces défauts sont particulièrement visibles et peuvent conduire à une insatisfaction du patient ou à un remplacement prématuré.

La mise en œuvre d’une routine de séchage fiable est simple et porte ses fruits:
Suivre les cycles recommandés par le fabricant pour votre type de zircone spécifique garantit des résultats optimaux sans approximations.

Le séchage de la zircone avant le frittage peut être invisible sur la restauration finale, mais son absence est douloureusement évidente dans les fissures, les remakes et la longévité compromise. En éliminant les trois risques majeurs (fissuration due à la pression de la vapeur, distorsion affectant l'ajustement et porosité réduisant la résistance) et esthétique, un séchage approprié garantit la pleine performance promise par la zircone.
Dans les laboratoires de CAO/FAO à haute efficacité d'aujourd'hui, où une livraison le jour même ou le lendemain est attendue, cette étape de 30 à 60 minutes est l'un des processus offrant le retour sur investissement le plus élevé disponible. Les cabinets et les laboratoires qui considèrent le séchage comme un protocole non négociable constatent moins d’échecs, des cliniciens plus satisfaits et des résultats plus prévisibles.

Fraisage à sec et humide pour zircone, PMMA, cire avec changeur d'outils automatique.
apprendre encore plus
Numérisation 3D de haute précision, calibrage AI, précision de l'arche complète.
apprendre encore plus
Frittage complet de 40 minutes avec une translucidité incisive de 57 % et une résistance de 1 050 MPa.
apprendre encore plus
Scanner ultra-rapide d'une précision de 5 microns avec exportation STL ouverte.
apprendre encore plus
Cycle de 40 min pour 60 couronnes, creuset double couche et chauffage 200°C/min.
apprendre encore plus
Imprimante LCD haute vitesse pour guides, provisoires, modèles avec résolution 8K.
apprendre encore plus




2026-02-01
2025-09-21

2025-12-28


