


Как технология CAD/CAM улучшает качество обслуживания пациентов в стоматологии
2026-01-11
2026-06-05
Добро пожаловать в FAQ YUCERA! Каждую неделю мы решаем реальную задачу, с которой сталкиваются наши клиенты, используя CAD-CAM-оборудование и диоксид циркония. Информация поступает непосредственно от наших отделов исследований и разработок, маркетинга и послепродажного обслуживания. Любопытный? Есть проблема, которую вы хотели бы решить? Присоединяйтесь к обсуждению, поделитесь своим опытом и найдите решения, которые сделают ваш рабочий процесс умнее и эффективнее.
Сегодня наша тема: «Часто задаваемые вопросы о стоматологическом 3D-принтере P100 | Исправление отслоения печати, смещения слоев и сбоев в середине печати»."

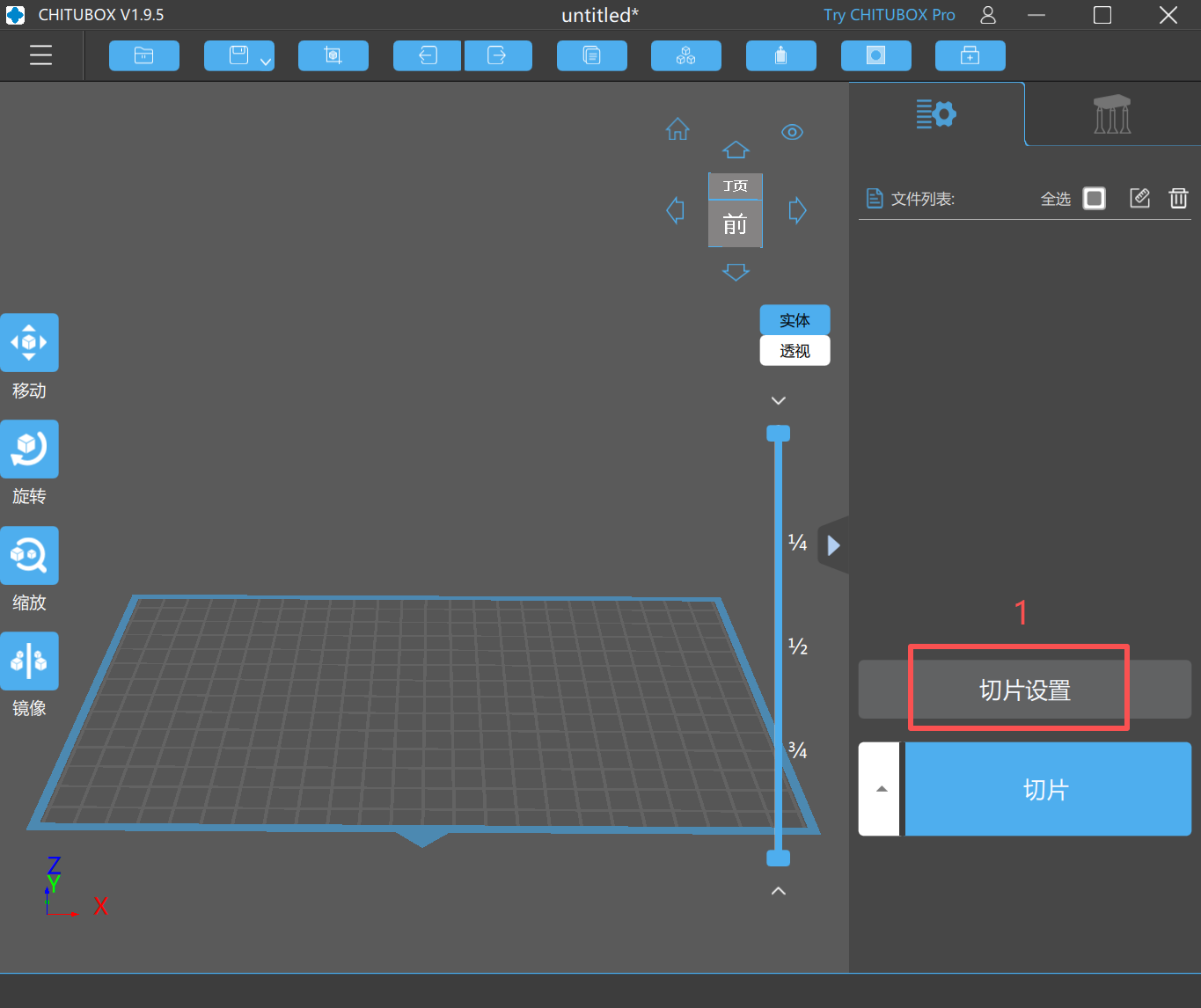
1. Проверьте экспозицию ЖК-экрана.
Убедитесь, что ЖК-экран работает правильно и экспонируется нормально.
2. Проверьте выравнивание платформы сборки.
Неправильное выравнивание платформы — одна из наиболее частых причин отслоения печати.
Выровняйте рабочую платформу, следуя стандартной процедуре калибровки.
После выравнивания убедитесь, что платформа надежно закреплена.
3. Увеличьте время экспозиции нижнего слоя.
Недостаточное обнажение нижнего слоя может привести к слабой адгезии между моделью и рабочей платформой.
Постепенно увеличивайте время выдержки дна в соответствии с рекомендациями производителя смолы.
После регулировки выполните пробную печать, чтобы проверить характеристики адгезии.

4. Осмотрите защитную пленку (пленка FEP/PFA).
Проверьте защитную пленку на наличие царапин, помутнений, вмятин, морщин или чрезмерного износа.
Тщательно очистите пленку и осмотрите ее поверхность при достаточном освещении.
При необходимости осторожно ощупайте поверхность пластиковым скребком, чтобы выявить поврежденные участки.
Замените защитную пленку при обнаружении значительного износа или повреждения.
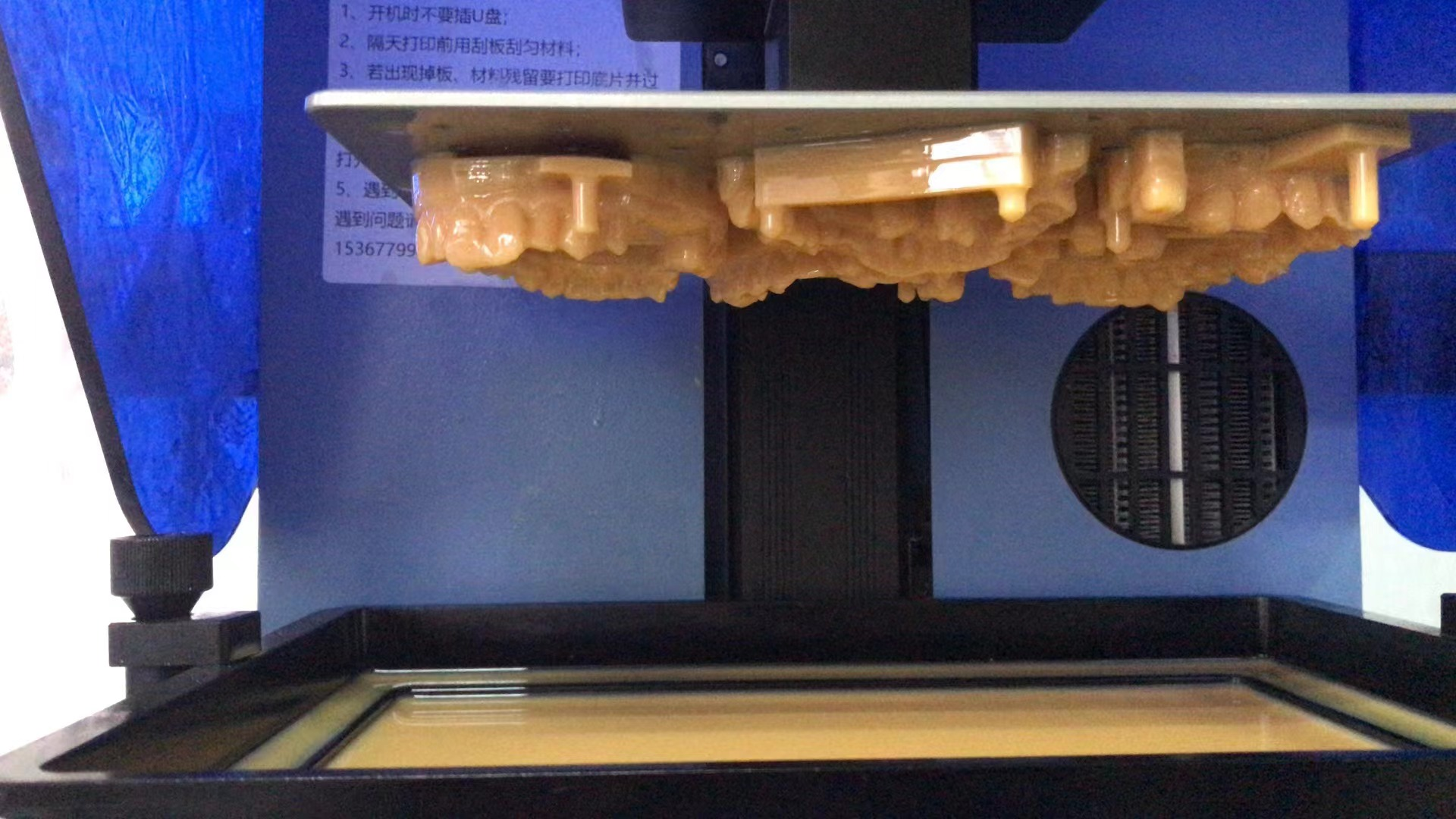

1. Проверьте наличие мусора на рабочей платформе или внутри резервуара для смолы.
Осмотрите поверхность рабочей платформы на наличие остатков затвердевшей смолы или посторонних частиц.
Используйте скребок, чтобы удалить мусор с поверхности платформы.
Тщательно проверьте резервуар для смолы пластиковым скребком, чтобы убедиться, что внутри ванны не осталось затвердевших фрагментов.
2. Проверьте выравнивание и плоскостность платформы.
Выровняйте рабочую платформу в соответствии со стандартной процедурой калибровки.
Осмотрите платформу на предмет повреждений или деформации, вызванных случайными столкновениями.
Если имеются выступы или заусенцы, тщательно загладьте их мелкозернистой наждачной бумагой, прежде чем снова выполнять выравнивание платформы.
3. Осмотрите ЖК-экран в пораженной зоне.
Убедитесь, что поверхность ЖК-экрана чистая, на ней нет загрязнений смолой, отпечатков пальцев или пыли.
Обратите особое внимание на область, соответствующую неудавшейся области печати.
Выполните проверку экрана, чтобы убедиться в нормальном пропускании света и экспозиции.
4. Увеличьте время экспозиции нижнего слоя
Недостаточное обнажение дна может привести к слабой адгезии в определенных областях рабочей платформы.
Соответствующим образом увеличьте время экспозиции нижнего слоя и выполните пробную печать, чтобы проверить результат.

5. Убедитесь, что резервуар для смолы надежно закреплен.
Убедитесь, что крепежные винты резервуара для смолы полностью затянуты.
Незакрепленный резервуар со смолой может вызвать неравномерное разделение слоев, что приведет к локальным сбоям печати.


1. Проверьте натяжение разделительной пленки (пленки FEP/PFA).
Очистите резервуар для смолы и проверьте состояние разделительной пленки.
Аккуратно постучите по центру разделительной пленки, чтобы проверить ее эластичность и натяжение.
Чрезмерно рыхлая, растянутая или состарившаяся пленка может увеличить силу разделения и вызвать отслоение слоя или поломку модели.
Замените разделительную пленку, если на ней наблюдается снижение натяжения, деформация или чрезмерный износ.
2. Осмотрите резервуар для смолы на наличие мусора или фрагментов затвердевшей смолы.
Фрагменты затвердевшей смолы, оставшиеся в резервуаре, могут помешать процессу печати и стать причиной смещения слоев или сбоев печати.
Тщательно опорожните и очистите резервуар для смолы.
Выполните очистку резервуара, чтобы удалить остатки затвердевшего материала.
Прежде чем возобновить печать, проверьте ЖК-экран и резервуар для смолы на наличие каких-либо отклонений.
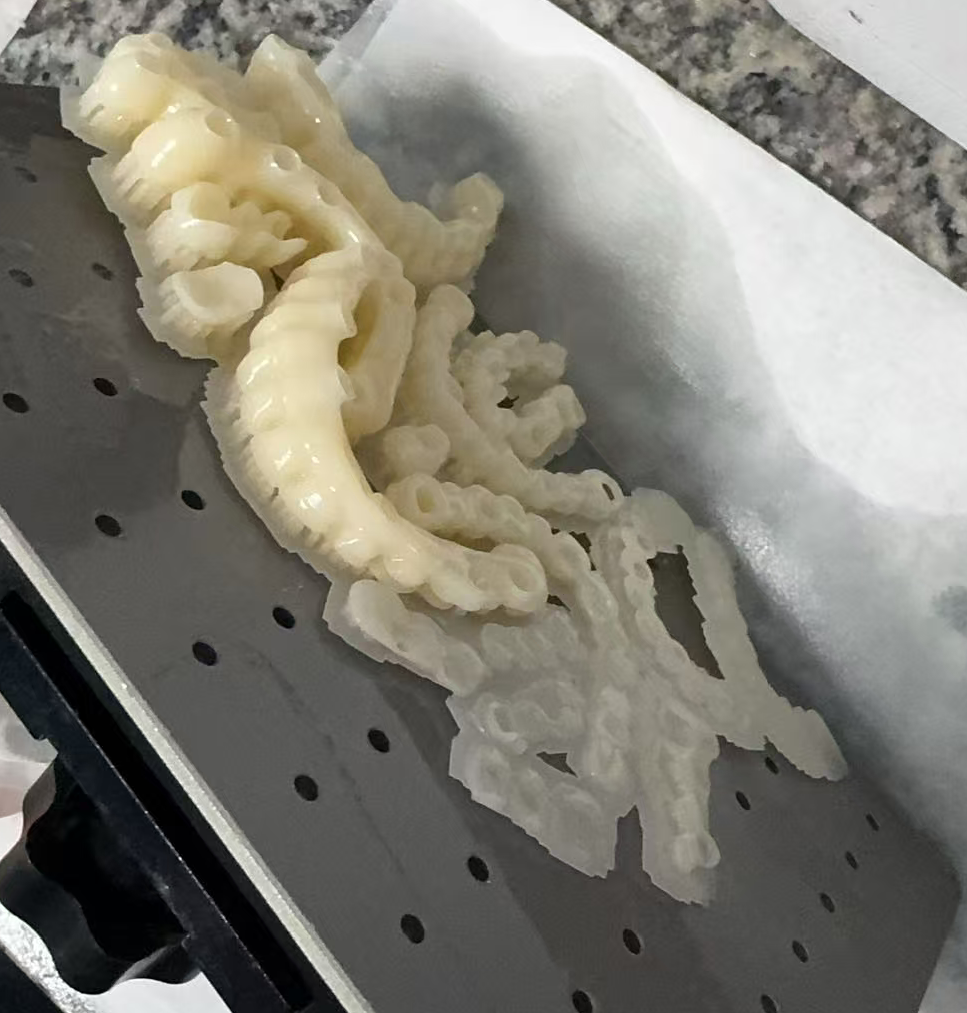
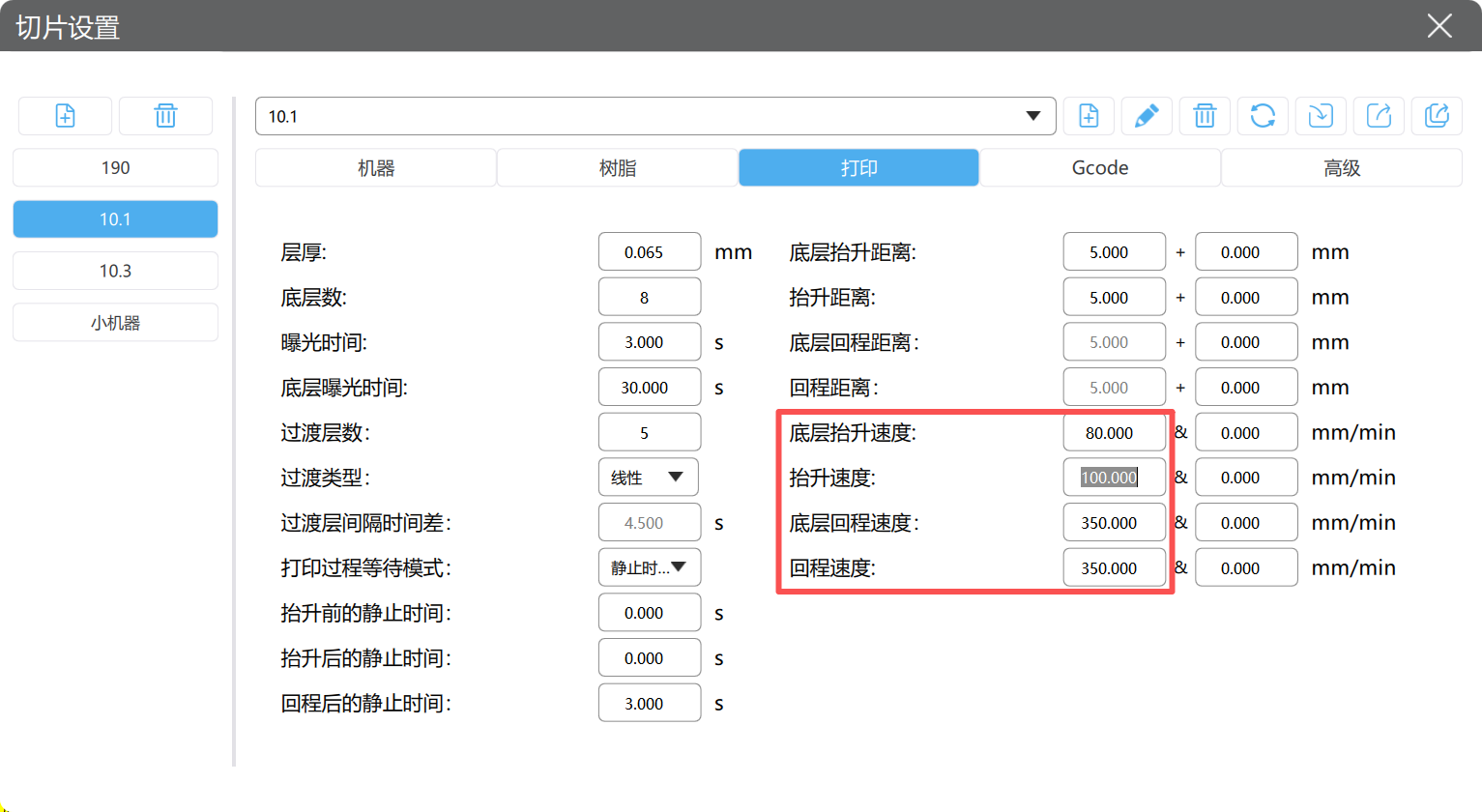
3. Уменьшите скорость печати.
Чрезмерная скорость подъема или втягивания может увеличить механическую нагрузку на модель, особенно для высоких, тонких или сложных геометрических форм.
Соответствующим образом уменьшите скорость подъема и скорость разделения, чтобы улучшить стабильность печати.
Более низкие скорости помогают снизить риск разделения слоев, растрескивания и сбоев в процессе печати.

Сухое и мокрое фрезерование циркония, ПММА, воска с автоматическим устройством смены инструмента.
узнать больше
Высокоточное 3D-сканирование, калибровка AI, точность полной дуги.
узнать больше
Полное спекание в течение 40 минут, режущая прозрачность 57% и прочность 1050 МПа.
узнать больше
Сверхбыстрый сканер с точностью до 5 микрон и открытым экспортом в формат STL.
узнать больше
40-минутный цикл на 60 коронок, двухслойный тигель и нагрев 200°С/мин.
узнать больше
Высокоскоростной ЖК-принтер для шаблонов, временных протезов, моделей с разрешением 8К.
узнать больше




2026-01-11

2024-11-06

2026-03-30


