



Прогноз рынка внутриорарных сканеров на 2025 год. Анализ драйверов роста
2025-09-03
2026-03-09
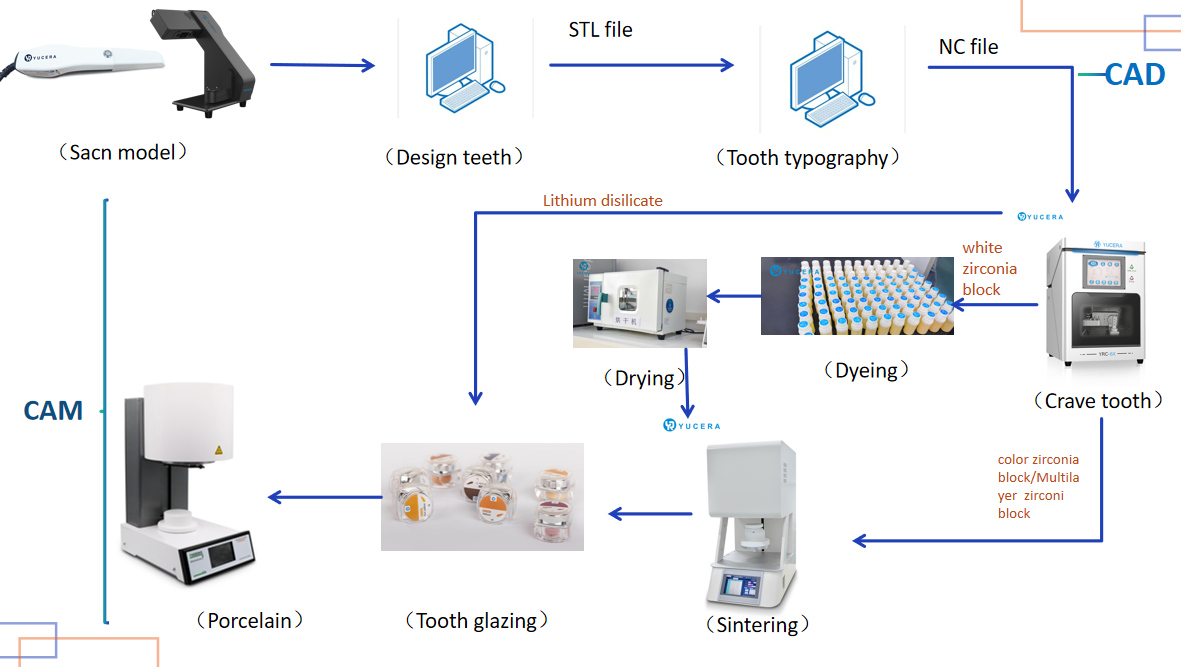
В мире цифровой стоматологии CAD/CAM-диоксид циркония стал золотым стандартом для коронок, мостов и реставраций на имплантатах. Его исключительная прочность (до 1200 МПа на изгиб) и естественная эстетика делают его идеальным для случаев с высокими нагрузками в боковых отделах. Однако один шаг в рабочем процессе, который часто упускают из виду, незаметно определяет успех или неудачу.: сушка отфрезерованной реставрации из диоксида циркония перед спеканием .
Предварительно спеченные блоки диоксида циркония намеренно имеют пористость (обычно пористость 45–50%), чтобы их можно было легко фрезеровать. Эта же пористость делает их хорошо впитывающими влагу из СОЖ во время мокрого фрезерования, слюны во время примерок или красящих жидкостей. Без надлежащей сушки захваченная вода становится скрытым врагом во время процесса высокотемпературного спекания (1450–1550°C).
Сушка не является обязательной — это невидимый ключевой этап, который обеспечивает точность, прочность и долговечность. Пропуск или поспешность влекут за собой три основных риска, которые могут испортить даже самую точно отфрезерованную реставрацию. Давайте разберемся, почему это важно и как избежать дорогостоящих неудач.
После проектирования и фрезерования реставрации из диоксида циркония все еще находятся в «сыром» или предварительно спеченном состоянии. На этом этапе материал достаточно мягок для точной обработки, но содержит микроскопические поры, которые легко впитывают воду. Во время спекания реставрация претерпевает линейную усадку на ~20–25%, поскольку частицы уплотняются до полностью кристаллической структуры (плотность >99%).
Влага внутри этих пор не просто аккуратно испаряется. При быстром повышении температуры (часто на 5–15°C в минуту в современных циклах быстрого спекания) вода превращается в пар. Это создает внезапные скачки внутреннего давления, которым все еще мягкий материал не может противостоять.
Правильные протоколы сушки — обычно при 80–100°C в течение 30–120 минут в специальной сушилке, инфракрасной лампе или предварительной выдержке при низкой температуре в печи для спекания — удаляют >95 % остаточной влаги. Многие лаборатории добавляют 10–15-минутную предварительную выдержку при температуре 150–200°C в самой печи. Для реставраций, изготовленных методом мокрого фрезерования или пропитанных красящими жидкостями, этот этап становится еще более важным, поскольку дополнительная жидкость увеличивает содержание влаги на 2–5%.
Результат правильной сушки? Равномерная усадка, безупречное уплотнение и точное прилегание реставраций с минимальной регулировкой.
Захваченная влага создает давление пара, которое превышает прочность материала в сыром состоянии, вызывая микротрещины или прямые разрушения. Они часто появляются в виде микротрещин в соединениях мостовидных протезов или вдоль тонких стенок коронок.
В отчетах лабораторий и на технических форумах неадекватная сушка постоянно указывается как основная причина трещин после спекания, особенно в многоблочных мостах или в циклах быстрого спекания (менее 2 часов). Даже невидимые микротрещины могут распространяться под окклюзионной нагрузкой, что приводит к ранней клинической неудаче. Одно общее наблюдение: на реставрациях, высушенных неправильно, скорость растрескивания может значительно возрасти по сравнению с правильно высушенными контрольными реставрациями.
Эффект пара проявляется немедленно: давление нарастает быстрее всего при температуре 100–300°C, задолго до полного уплотнения. Результат: потраченное время, материал и переделки.
Неравномерное испарение влаги приводит к различной усадке на этапе спекания. Области с большим количеством остаточной воды сжимаются неравномерно, что приводит к деформации, краевым зазорам или окклюзионным неточностям.
Клинически это проявляется в том, что реставрации больше не сидят должным образом или требуют чрезмерной регулировки в кресле, что сводит на нет преимущество точности CAD/CAM. Исследования параметров спекания показывают, что деформация, связанная с влажностью, может увеличить краевые зазоры на 20–50 микрон, выводя их за пределы клинически приемлемого диапазона <100 микрон.
Для мостов с длинным пролетом или реставраций на имплантатах даже небольшая деформация ухудшает пассивную посадку и увеличивает нагрузку на абатменты или имплантаты.
Остаточная влага препятствует уплотнению частиц, оставляя микроскопические пустоты или поры в окончательной спеченной структуре. Это снижает конечную плотность, снижая прочность на изгиб и вязкость разрушения на 10–20% в пораженных участках.
Пористость также влияет на светопропускание и стабильность цвета. Захваченный пар может вызвать локальное изменение цвета, пузыри или дефекты поверхности, которые требуют шлифовки или повторного глазурования, что увеличивает время лабораторных исследований и ставит под угрозу монолитную эстетику, которая делает диоксид циркония популярным.
В поколениях циркония с высокой прозрачностью (4Y и 5Y) эти дефекты особенно заметны и могут привести к недовольству пациента или преждевременной замене.

Реализация надежной процедуры сушки проста и приносит дивиденды.:
Соблюдение рекомендованных производителем циклов для вашего конкретного типа диоксида циркония обеспечивает оптимальные результаты без догадок.

Высыхание диоксида циркония перед спеканием может быть незаметным на окончательной реставрации, но его отсутствие болезненно заметно в трещинах, переделках и снижении долговечности. Устранив три основных риска — растрескивание под давлением пара, деформацию, влияющую на посадку, и пористость, снижающую прочность и эстетику, — правильная сушка гарантирует полную производительность, которую обещает диоксид циркония.
В современных высокоэффективных лабораториях CAD/CAM, где ожидается доставка в тот же день или на следующий день, этот 30–60-минутный этап является одним из доступных процессов с самой высокой рентабельностью инвестиций. Практики и лаборатории, которые рассматривают сушку как непреложный протокол, отмечают меньше неудач, более счастливых врачей и более предсказуемые результаты.








